
Hjem / Nyheter / Bransjyheter / Maskinbearbeidede aluminiumsdeler vs støping: Toleranse, kostnader og legeringer
Maskinbearbeidede deler av aluminium overgår aluminiumstøping når toleranse og strukturell integritet betyr mest
Det korte svaret: velg maskinerte deler av aluminium når en komponent trenger stramme dimensjonstoleranser (vanligvis ±0,01 mm til ±0,05 mm), en fullstendig tett mikrostruktur fri for porøsitet, eller et lavt til middels produksjonsvolum der verktøykostnadene ikke kan forsvares. Velg aluminium støping når geometrien er kompleks, er kjørestørrelsen stor (ofte 10 000 enheter), og en litt lavere dimensjonell presisjon er akseptabel. Ingen av prosessene er universelt "bedre" - de løser forskjellige tekniske problemer, og de sterkeste forsyningskjedene kombinerer faktisk begge deler, og bearbeider kritiske overflater på et støpt emne.
Denne artikkelen bryter ned de virkelige forskjellene mellom subtraktiv maskinering og støping, legeringene hver prosess favoriserer, toleransene du realistisk kan forvente, og hvordan kjøpere faktisk tar avveiningsbeslutningen om ekte produksjonsordrer i 2026.
Hvordan aluminiumsmaskinerte deler faktisk produseres
Maskinbearbeidede aluminiumsdeler starter livet som smidt materiale - stang, plate eller ekstrudering - som allerede har en konsistent, tomfri kornstruktur fra rulling eller ekstrudering. En CNC-fres eller dreiebenk fjerner deretter materiale i kontrollerte passeringer til den endelige geometrien kommer frem. Det er ingen smeltetrinn, ingen krymping å kompensere for, og ingen risiko for at det dannes innestengte gasslommer inne i delen.
Typisk produksjonssekvens
- Rå lagerutvalg og skjæring til en grov emnestørrelse
- CAM-programmering fra 3D-modellen, inkludert simulering av verktøybane
- Grovfresing eller dreiing for å fjerne bulkmateriale raskt
- Halvfinish passerer for å bringe delen nær den endelige dimensjonen
- Finish passeringer ved lavere matehastigheter for stramme toleranse overflater
- Avgrading, rengjøring og dimensjonal inspeksjon
- Valgfri overflatebehandling (anodisering, passivering, perleblåsing)
Et 5-akset maskineringssenter kan holde en enkelt delorientering gjennom de fleste operasjoner, noe som reduserer festefeil og forkorter syklustiden på deler med vinklede funksjoner - noe en 3-akset fres trenger flere oppsett for å oppnå.
Maskinbearbeidede deler vs. aluminiumstøping: en direkte sammenligning
Kjøpere spør ofte om en del "bør" støpes eller maskineres før en enkelt tegning eksisterer. Tabellen nedenfor viser de praktiske forskjellene som faktisk driver den beslutningen på et produksjonsgulv, snarere enn teoretiske.
| Faktor | Maskinbearbeidede deler av aluminium | Aluminium støping |
|---|---|---|
| Typisk toleranse | ±0,01 mm til ±0,05 mm | ±0,2 mm til ±0,5 mm (som støpt) |
| Intern porøsitetsrisiko | Ingen (smidd lager) | Tilstede, spesielt i tykke partier |
| Verktøyinvestering | Lav (kun inventar) | Høy (dyser eller former) |
| Beste ordrevolum | Prototyper til middels volum | Middels til høyt volum |
| Geometri frihet | Begrenset av verktøytilgang | Komplekse indre hulrom mulig |
| Mekanisk styrke | Høyere, jevn kornstrøm | Senk med mindre varmebehandlet |
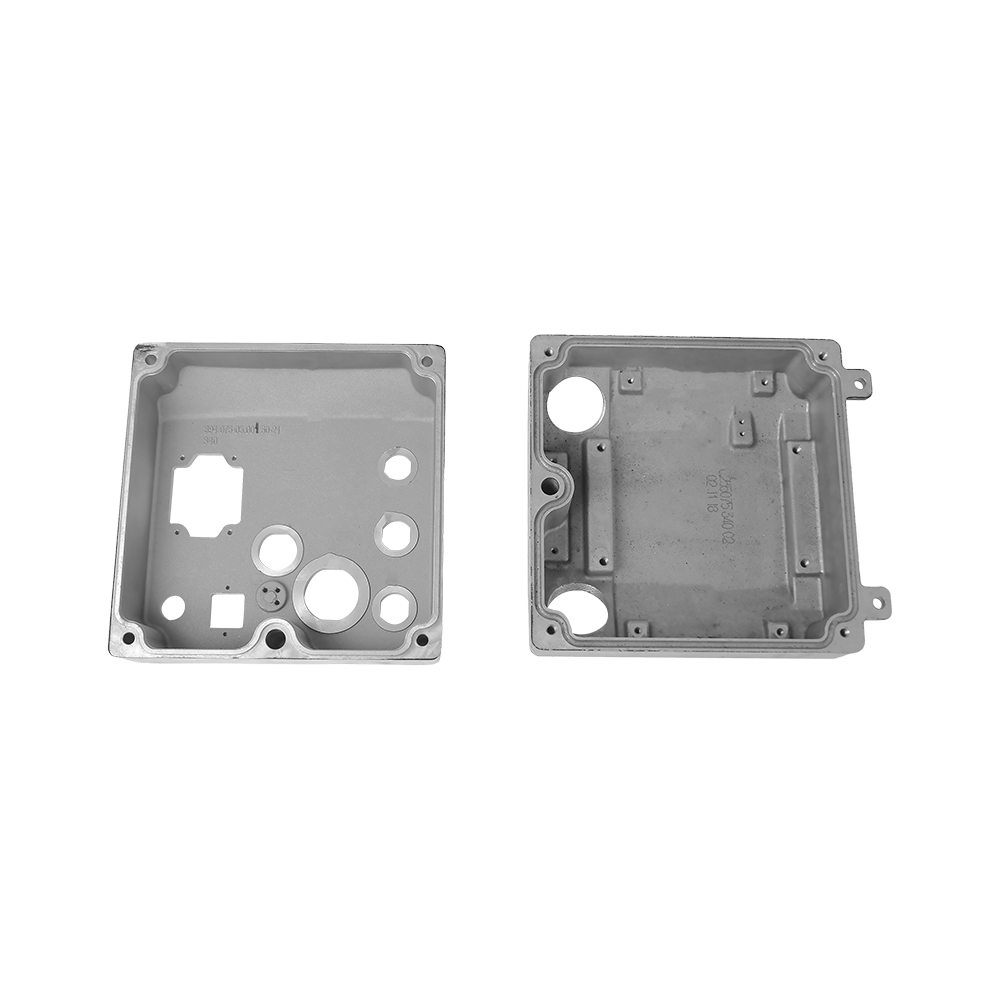
I praksis bruker mange produksjonsprogrammer begge prosessene sammen: en aluminium støping danner den grove husformen økonomisk, og maskinering fullfører deretter lagerboringene, monteringsflatene og gjengede hull som trenger presisjon den støpte overflaten ikke kan levere.
Legeringsutvalg: Hva som faktisk står på maskinbordet
Ikke alle maskiner av aluminiumskvalitet er på samme måte, og legeringen som er valgt oppstrøms bestemmer skjærehastighet, verktøyslitasje og endelige delstyrke.
Vanlige legeringer og deres maskineringsadferd
| Legering | Bearbeidbarhetsvurdering | Typisk bruk |
|---|---|---|
| 6061-T6 | Bra | Generelle strukturelle braketter, hus |
| 6082-T6 | Bra | Bærende rammer, girkassehus |
| 7075-T6 | Rettferdig | Luftfartsutstyr, høystressede deler |
| 2024-T3 | Rettferdig | Utmattelseskritiske strukturelle medlemmer |
| 5052-H32 | Utmerket | Metallavledede maskinerte plater |
7075 tilbyr det høyeste styrke-til-vekt-forholdet på denne listen, men genererer mer varme og verktøyslitasje under skjæring, og det er grunnen til at butikker som kjører store volumer av 7075 deler favoriserer belagt karbidverktøy og lavere spindelmatingshastigheter enn de ville brukt på 6061.
Toleranse, overflatefinish og hva "presisjon" egentlig betyr
Ordet "presisjon" brukes løst i leverandørmarkedsføring, så det hjelper å forankre det til reelle tall. En generell 3-akset fres som kjører standardverktøy på 6061 aluminium holder komfortabelt ±0,05 mm over en mellomstor del. Å flytte til et stivt 5-akset senter med temperaturkontrollert kjølevæske og kalibrert sondering kan bringe det ned til ±0,01 mm på kritiske egenskaper, som er den rekkevidden mest presisjonslagerseter og tetningsflater krever.
Alternativer for overflatebehandling etter maskinering
- Bearbeidet finish (Ra 1,6–3,2 μm) — standard for innvendige, ikke-kosmetiske overflater
- Perleblåsing — jevn matt tekstur, skjuler verktøymerker
- Type II klar eller fargeanodisering — korrosjonsmotstand pluss fargealternativer
- Type III hard anodisering - slitestyrke for glidende eller bevegelige enheter
- Polering — speil- eller satengfinish for synlige forbrukervendte deler
Støpte deler, derimot, arver teksturen til formen eller formoverflaten direkte. Å oppnå samme overflatekvalitet på en støping krever vanligvis en sekundær bearbeiding på bare de funksjonelle overflatene - som er nøyaktig den hybride arbeidsflyten nevnt tidligere.

Hvor aluminiumsmaskinerte deler vises i ekte produkter
Applikasjonene nedenfor reflekterer hvor toleranse- og styrkefordelene ved maskinering faktisk rettferdiggjør den høyere kostnaden per enhet sammenlignet med støping.
Vanlige bruksområder
- Robotiske ledd og presisjonsbevegelsesstadier som krever repeterbar posisjonering
- Optiske og kameramonteringsbraketter der innrettingstoleranse er kritisk
- Luftfartsutstyr og strukturelle koblinger under utmattelsesbelastning
- Halvlederutstyrskomponenter som krever vakuumtette forseglingsflater
- Medisinsk utstyrshus som trenger repeterbare, kontamineringsfrie overflater
- Tilpassede bilprototypedeler før en støpeform settes i drift
Det er vanlig at et nytt produkt lanseres med ferdig maskinerte deler under prototyping og tidlige produksjonskjøringer, for så å gå over til støpte emner med lett maskinering når volumet klatrer høyt nok til å amortisere verktøykostnadene – et mønster som sees konsekvent på tvers av industrielt utstyr og forbrukerelektronikkforsyningskjeder.
Kostnadssammenligning: Per-enhet økonomi for maskinering vs. støping
Maskinering har ingen verktøykostnader på forhånd, men prisen per enhet forblir relativt flat over volum siden hver del fortsatt bruker samme maskintid. Støping krever investering i form eller form på forhånd, men kostnaden per enhet synker kraftig når investeringen er spredt over tusenvis av enheter.
Break-even oppførsel
For en typisk brakett med middels kompleksitet, har maskinering en tendens til å forbli alternativet med lavere totalkostnad under omtrent 500–2000 enheter, avhengig av delens kompleksitet og syklustid. Over dette volumet blir formstøpt aluminium med lett bearbeiding på kritiske flater vanligvis mer økonomisk, siden dysekostnaden amortiseres og syklustidene per del er mye kortere enn et fullstendig CNC-program.
Materialutnyttelse er en annen faktor kjøpere overser: maskinering av en del fra solid bar kan forlate 50 % til 80 % av den opprinnelige beholdningen som skrap , mens støping nesten-nett-former delen og genererer langt mindre avfall - selv om aluminiumskrap er lett resirkulerbart, så dette påvirker kostnadene mer enn bærekraftsresultatene.
Kvalitetskontrollsjekker kjøpere bør be om
Før en kjøper aksepterer et parti maskinerte aluminiumsdeler, bør en bekrefte at leverandøren utfører følgende kontroller, siden disse direkte reflekterer om de oppgitte toleransene faktisk ble oppnådd på butikkgulvet i stedet for kun på tegningen.
- Første artikkelinspeksjonsrapport (FAI) med fulldimensjonale data mot tegningen
- CMM (koordinatmålemaskin) rapporterer for kritiske toleransefunksjoner
- Overflateruhetstesting på funksjonelle eller tettende overflater
- Materialsertifisering sporbar til det originale møllepartiet
- Verifisering av anodisering eller beleggtykkelse der overflatebehandling er spesifisert
Å be om disse dokumentene på forhånd, før den første produksjonen i stedet for etter en avvist forsendelse, er den mest effektive måten å unngå dimensjonelle tvister senere i forholdet.
Å velge mellom maskinert og støpt aluminium for en ny del
En praktisk beslutningssjekkliste som gjenspeiler hvordan erfarne kjøpere faktisk nærmer seg et nytt delenummer:
- Er toleransekravet strammere enn ±0,1 mm noe sted på delen? Lean maskinert.
- Er det forventede årlige volumet under omtrent 2000 enheter? Lean maskinert.
- Har delen komplekse indre hulrom som vil være kostbare å frese? Lean casting eller hybrid.
- Er tretthetsmotstand under syklisk belastning en designdriver? Mager maskinert smilegering.
- Er delen fortsatt i en design-endring-tung prototypefase? Lean maskinert, siden ingen dyse trenger å kasseres når designet skifter.
Dette er nøyaktig grunnen til at mange produsenter bestiller små maskinerte partier under utvikling og først låser inn en aluminiumsstøpeform når designet har stabilisert seg gjennom flere revisjonssykluser.
Designe aluminiumsmaskinerte deler for lavere kostnader uten å miste presisjon
Maskineringskostnadene er mye mer drevet av designvalg enn de fleste kjøpere forventer. To deler med identisk funksjon kan ha en kostnadsforskjell på 40 %, kun fordi den ene ble tegnet med bearbeiding i tankene og den andre ikke. Følgende design-for-manufacturing (DFM)-prinsipper reduserer konsekvent syklustid og skraphastighet på aluminiumsdeler.
Hjørneradier i stedet for skarpe indre hjørner
En standard endefres kan ikke kutte et virkelig skarpt indre hjørne - den etterlater alltid en radius lik verktøyradiusen. Ved å spesifisere en liten indre radius (vanligvis 0,5 mm til 3 mm avhengig av delstørrelse) som samsvarer med et standardverktøy, unngås tilpasset verktøy og gjentatte verktøyskift, noe som forkorter syklustiden merkbart på deler med mange lommer.
Veggtykkelse og nedbøyning
Tynne aluminiumsvegger under 1,5 mm kan bøye seg under skjærekraft, og produsere skravlemerker og dimensjonsdrift, spesielt i 6061 og mykere temperament. Ved å holde strukturelle vegger over omtrent 2 mm, eller legge til midlertidige bånd som blir fjernet i en senere operasjon, holder delen stiv nok til å holde toleranse gjennom hele kuttesekvensen.
Hulldybde-til-diameter-forhold
Standard boring forblir effektiv opp til et dybde-til-diameter-forhold på ca. 5:1. Utover det blir sponevakuering vanskelig, verktøyets avbøyning øker og rettheten lider. Dype, smale hull utover dette forholdet trenger ofte pistolboring eller hakkeboringssykluser, som begge legger til maskintid og kostnader som en designer noen ganger kan unngå ved å forkorte hullet eller øke diameteren.
Minimere oppsett
Hver gang en del løsnes og festes på nytt, gjeninnføres en liten mengde posisjonsfeil, og maskintiden går tapt ved reposisjonering. Utforming av funksjoner slik at så mange som mulig kan nås fra en enkelt orientering, eller fra motsatte sider som en 4.-akset eller 5-akset maskin kan få tilgang til uten manuell ommontering, holder både toleransestabling og kostnad under kontroll.

Bransjespesifikke krav som presser kjøpere mot maskinering
Ulike bransjer vekter beslutningen om maskinering versus støping forskjellig basert på deres eget regulatoriske og ytelsespress.
Luftfart og forsvar
Vektbesparelser oversettes direkte til drivstoff- eller nyttelastkapasitet, så romfartsbraketter og -beslag er nesten alltid maskinert fra 7075 eller 2024 smidde materialer i stedet for støpt, siden den fullt tette kornstrukturen gir forutsigbar utmattelseslevetid under gjentatte flylastsykluser. Sporbarhetskrav favoriserer også smidt materiale, siden møllesertifiseringer følger en enkelt kontinuerlig batch i stedet for et smeltebasseng som kan blande flere oppvarminger.
Halvleder og vakuumutstyr
Vakuumkamre og wafer-håndteringskomponenter kan ikke tolerere mikroporøsiteten som er vanlig i støpegods, siden innestengte gasslommer sakte kan avgass inne i et vakuummiljø og forurense et prosesskammer. Maskinert 6061 eller 6082 deler med en helt tett struktur er standardvalget for disse tetningsflatene.
Medisinsk utstyr
Overflaterenshet og dimensjonell repeterbarhet på tvers av hver enhet i en batch betyr mer enn råmaterialekostnadene i medisinske applikasjoner. Maskinbearbeidede deler gir mer konsistent overflatefinish for elokserte eller passiverte medisinske hus, og fraværet av indre tomrom reduserer risikoen for innestengte forurensninger under rengjøringssykluser.
Prototyping av biler og lavvolumsproduksjon
Bilprogrammer bestiller ofte de første flere hundre enhetene av en ny brakett eller hus som maskinerte deler mens utviklingen av dyse for den eventuelle støpte versjonen fortsatt er i gang, noe som gjør at kjøretøytestingen kan fortsette uten å vente på en flermåneders verktøyledelsestid.
Robotikk og bevegelseskontroll
Repeterbar posisjonering i robotledd og lineære bevegelsesstadier avhenger av stramme, konsistente toleranser på tvers av hver enhet. Maskinert aluminium, holdt til ±0,01 mm til ±0,02 mm på kritiske boringer og monteringsflater, gir bevegelseskontrollingeniører en forutsigbar grunnlinje som støpte toleranser ikke kan matche uten en ekstra etterbehandling.
Vanlige defekter i aluminiumsmaskinering og hvordan anerkjente butikker forhindrer dem
Å forstå hva som kan gå galt hjelper en kjøper med å stille skarpere spørsmål under leverandørkvalifiseringen.
| Defekt | Typisk årsak | Forebyggingsmetode |
|---|---|---|
| Skravlemerker | Utilstrekkelig stivhet eller feil spindelhastighet | Optimaliserte feeder og hastigheter, ekstra støtte for arbeidshold |
| Dimensjonsdrift over en batch | Verktøyslitasje kompenseres ikke mellom delene | Undersøking og planlagte verktøyoffsetoppdateringer |
| Grader på kanter | Kjedelig verktøy eller aggressive utgangskutt | Dedikert avgradingstrinn, avfasede kantforklaringer |
| Misfarging etter anodisering | Inkonsekvent legeringssammensetning eller overflateforurensning | Sertifisert møllelager, grundig pre-anodiseringsrengjøring |
| Trådskade | Slitte kraner eller feil pilothullstørrelse | Planlagt kranskifte, gjengemålerinspeksjon |
Kvalifisering av en maskineringsleverandør: Spørsmål verdt å stille før den første bestillingen
Utover pris og ledetid avslører et lite sett med driftsspørsmål om en leverandør konsekvent kan treffe toleransene angitt i et tilbud.
- Hvilke maskinplattformer kjører jobben – 3-akset, 4-akset eller full 5-akse samtidig?
- Er gulvtemperaturen kontrollert, og til hvilket område?
- Hvilket CMM eller optisk måleutstyr brukes til sluttinspeksjon?
- Kan leverandøren gi første artikkelinspeksjonsrapporter tilordnet tegningsforklaringer?
- Hva er den typiske skrot- eller omarbeidingsfrekvensen på sammenlignbare delfamilier?
- Gjøres anodisering, plettering eller varmebehandling internt eller outsourcet?
- Hvordan opprettholdes materialsporbarheten fra fabrikksertifikat til ferdig del?
En leverandør som svarer spesifikt på disse spørsmålene, med reelle tall i stedet for generell forsikring, er langt mer sannsynlig å holde toleransene som er lovet på et tilbud når produksjonen faktisk starter.
Hensyn til materialeffektivitet og resirkulerbarhet
Aluminium er et av de mest resirkulerbare ingeniørmetallene i produksjon i dag, og dette påvirker både maskinerings- og støpeøkonomien. Maskineringsspon, selv om de representerer betydelig materialtap fra det originale stanglageret, samles enkelt opp og selges videre som rent skrap, siden de ikke bærer belegg eller forurensning utover skjærevæskerester. Resirkulert aluminium krever bare en brøkdel av energien som trengs for å produsere primæraluminium fra bauxittmalm, og det er grunnen til at de fleste maskinverksteder har dedikerte skrapsegregeringsbøtter etter legeringstype for å bevare videresalgsverdien til innsamlet flis.
Støping av skrap, inkludert løpere, porter og avviste deler, er på samme måte resirkulerbart, selv om sortering etter legering blir viktigere siden støperier ofte blander flere aluminiumskvaliteter for forskjellige jobber. Kjøpere som fokuserer på bærekraftsrapportering ber i økende grad leverandører om dokumenterte gjenvinningsgrader for skrap som en del av kvalifiseringsprosessen, sammen med de mer tradisjonelle toleranse- og kostnadsdataene.
Ledetidsrealiteter: Hva du kan forvente på hvert produksjonsstadium
Forventningene til ledetid varierer betydelig mellom en første prototypebestilling og en etablert gjentatt produksjonskjøring.
| Scene | Typisk ledetid | Hoveddriver |
|---|---|---|
| Første prototype (1–5 enheter) | 3–7 virkedager | Programmering og festeoppsett |
| Liten batch (10–200 enheter) | 1–3 uker | Maskinkapasitet og etterbehandlingstrinn |
| Gjenta produksjonskjøringen | 1–2 uker | Materialtilgjengelighet, køposisjon |
| Ny støpeform av aluminium | 8–16 uker | Die design, fabrikasjon, prøveskudd |
Dette ledetidsgapet er en viktig årsak til at maskinering fortsatt er standardvalget under tidlig produktutvikling, selv for deler som til slutt vil gå over til aluminium støping når volumene rettferdiggjør dyseinvesteringen og de ekstra to til fire månedene med verktøyledelse.
Ofte stilte spørsmål
Er CNC-maskinert aluminium sterkere enn støpt aluminium?
Generelt ja. Smialuminium som brukes til maskinering har en kontinuerlig, retningsbestemt kornstruktur fra valsing eller ekstrudering, mens støpt aluminium kan inneholde mikroskopisk porøsitet som fungerer som et spenningskonsentrasjonspunkt. For deler under syklisk belastning eller utmattingsbelastning, overgår maskinerte smide legeringer typisk ekvivalenter som støpte med mindre støpingen er varmebehandlet og varm isostatisk presset for å lukke porøsiteten.
Hvor mye koster bearbeiding av aluminium sammenlignet med støping?
Maskinering har ingen verktøykostnader, men en relativt flat pris per enhet på tvers av volum. Støping krever forminvestering (vanligvis en fem- til seks-sifret kostnad avhengig av delstørrelse og kompleksitet), men prisen per enhet synker betydelig ved høyere volum. Crossover-punktet er vanligvis mellom 500 og 2000 enheter for deler med middels kompleksitet, selv om dette varierer etter geometri.
Hvilken toleranse kan en CNC-maskin faktisk holde på aluminium?
Standard 3-akset maskinering på 6061 aluminium holder pålitelig ±0,05 mm på tvers av vanlige funksjonsstørrelser. Eksklusivt 5-akset utstyr med tett miljøkontroll og prosess sondering kan oppnå ±0,01 mm på kritiske dimensjoner, som er nivået som kreves for presisjonslagerboringer og tetningsflater.
Kan en enkelt del kombinere både støping og maskinering?
Ja, og dette er en veldig vanlig tilnærming i produksjon av middels til høyt volum. Den grove formen støpes for å kontrollere materialkostnad og syklustid, deretter fullfører en CNC-maskin kun de kritiske funksjonene - monteringsflater, boringer, gjengede hull - der toleransen som støpt ikke er tilstrekkelig.
Hvilke aluminiumslegeringsmaskiner er raskest med minst verktøyslitasje?
6061 og 5052 regnes generelt som de enkleste legeringene å maskinere, og tilbyr en god balanse mellom spondannelse, overflatefinish og verktøylevetid. 7075 og 2024 gir høyere styrke, men genererer mer varme og slitasje under skjæring, og krever vanligvis langsommere matehastigheter og belagt hardmetallverktøy for å opprettholde verktøyets levetid.
Endrer anodisering dimensjonene til en bearbeidet aluminiumsdel?
Ja, litt. Anodisering legger til et oksidlag til overflaten, og omtrent halvparten av denne lagtykkelsen bygger utover fra den opprinnelige overflaten. For trange toleransefunksjoner tar maskinister vanligvis hensyn til dette ved å bearbeide delen som er litt underdimensjonert før anodisering, slik at den endelige belagte dimensjonen havner innenfor spesifikasjonen.
Hvorfor koster maskinerte aluminiumsdeler mer per enhet enn støpte deler ved høyt volum?
Maskineringstid skalerer omtrent lineært med antall deler, siden hver enhet fortsatt krever de samme kutteoperasjonene uavhengig av hvor mange som ble laget før den. Støping frontlaster kostnadene inn i formen, så når investeringen er amortisert over en stor serie, synker marginalkostnaden per del godt under det maskinering kan oppnå ved samme volum.
Kan maskinerte aluminiumsdeler sveises?
Ja, de fleste smidde legeringer som brukes til maskinering, inkludert 6061 og 5052, er lett sveisbare ved hjelp av TIG- eller MIG-prosesser. 7075 og 2024 er vanskeligere å sveise uten betydelig styrketap i den varmepåvirkede sonen, så design som krever sveisede skjøter i høystyrkeapplikasjoner spesifiserer ofte 6061 eller en lignende sveisbar legering i stedet.
Hva er minimumsbestillingsmengden for CNC-maskinerte aluminiumsdeler?
De fleste maskinverksteder aksepterer bestillinger som starter fra en enkelt prototypeenhet, siden det ikke kreves noen verktøyinvesteringer utover programmering og montering. Dette er en av de klareste praktiske fordelene maskinering har fremfor støping, der en minimumsbestillingskvantitet ofte er drevet av behovet for å rettferdiggjøre stansekostnadene i stedet for et teknisk minimum.
Hvordan påvirker delstørrelsen maskineringstoleranseevnen?
Større deler er generelt vanskeligere å holde til den samme stramme toleransen som små deler, siden termisk ekspansjon, flathet i maskinbordet og stivhet av armaturet blir mer betydelig over et lengre spenn. En presisjonsfunksjon på en 50 mm del er lettere å holde ved ±0,01 mm enn den samme funksjonen på en 500 mm del, der termisk og mekanisk variasjon over den større overflaten naturlig utvider det oppnåelige toleransebåndet.




