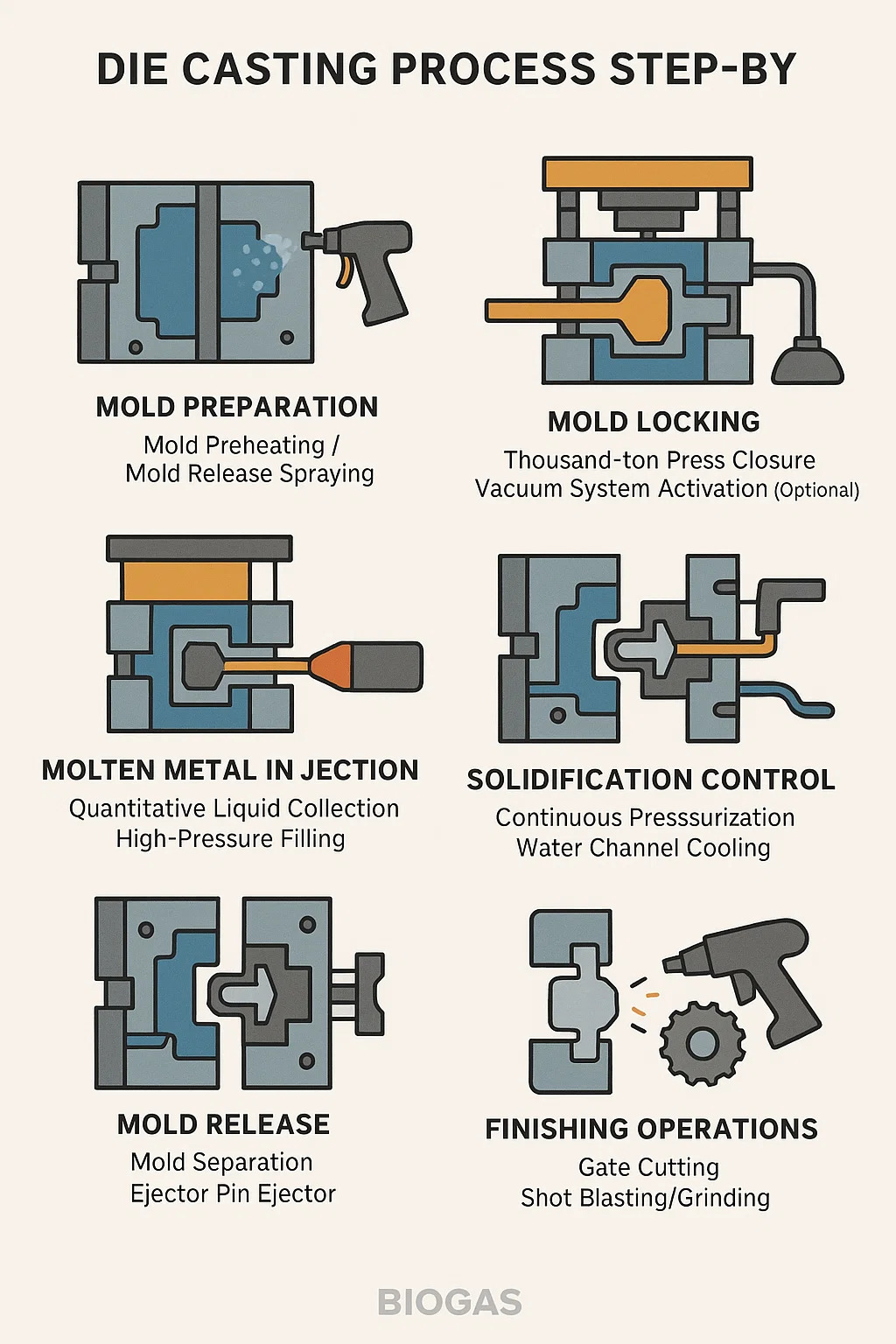
Die casting Prosess trinn-for-trinn
1. Moldforberedelse (kjernetrinn)
Forvarming av mugg: Varm stålformen til 150-200 ° C for å forhindre at smeltet aluminium sprut eller kulde stenging.
Mold frigjøring Spraying: Bruk en lufttåkepistol for å spraye hulrommet jevnt (vannbasert emulsjon) for å beskytte formen og hjelpe demolding.
2. mugglåsing (kritisk sikkerhet)
Tusen-tonns presse lukking: Øvre og nedre form er hydraulisk låst for å motstå det høye injeksjonstrykket (> 500 tonn klemmekraft).
Vakuumsystemaktivering (valgfritt): Evakuer luft fra formhulen for å redusere luftporøsitet.
3. Molten metallinjeksjon (injeksjon med høy hastighet)
Kvantitativ væskesamling: Molten aluminium (ca. 660 ° C) blir automatisk øste inn i injeksjonskammeret fra ovnen.
Høytrykksfylling: Et stempel injiserer smeltet aluminium i formhulen med kanonballhastighet (30-100 m/s), og fyller hulrommet innen 0,01-0,3 sekunder.
4. Størkningskontroll
Kontinuerlig trykk: Stempelet opprettholder høyt trykk i 10-30 sekunder for å kompensere for krympingen av det smeltede aluminiumet under størkning.
Vannkanalkjøling: Kaldt vann sirkulerer i formen for å fjerne varmen, slik at delen kan stivne raskt.
5. Mold frigjøring
Mold separasjon: Pressen frigjøres, og de øvre og nedre formene åpnes.
Ejektorpinne ejektor: En innebygd ejektor-pinne slipper ut delen, og fjerner løperavfall (omtrent 30% av materialet).
6. Etterbehandling
Portskjæring: Hydraulisk skjæring fjerner portsystemet og overløpsrennen.
Skudd sprengning/sliping: Fjerner burrs og avskjedslinje.
Varmebehandling (nøkkelkomponenter): T6 -herding øker hardheten.