De to grunnleggende metodene for støping: varmt kammer og kaldt kammer
De to grunnleggende metodene for støping er trykkstøping med varmt kammer og kaldkammer pressestøping . Disse to prosessene deler det samme grunnleggende målet - å tvinge smeltet metall inn i en herdet ståldyse under høyt trykk for å produsere presise, repeterbare deler - men de skiller seg betydelig ut i hvordan metallet smeltes, håndteres og injiseres. Å velge feil metode for legeringen eller delens geometri kan føre til dårlig fylling, overdreven porøsitet, for tidlig slitasje på formene og kostbare skrapmengder. Å forstå hva som skiller disse to metodene er utgangspunktet for enhver seriøs støpebeslutning.
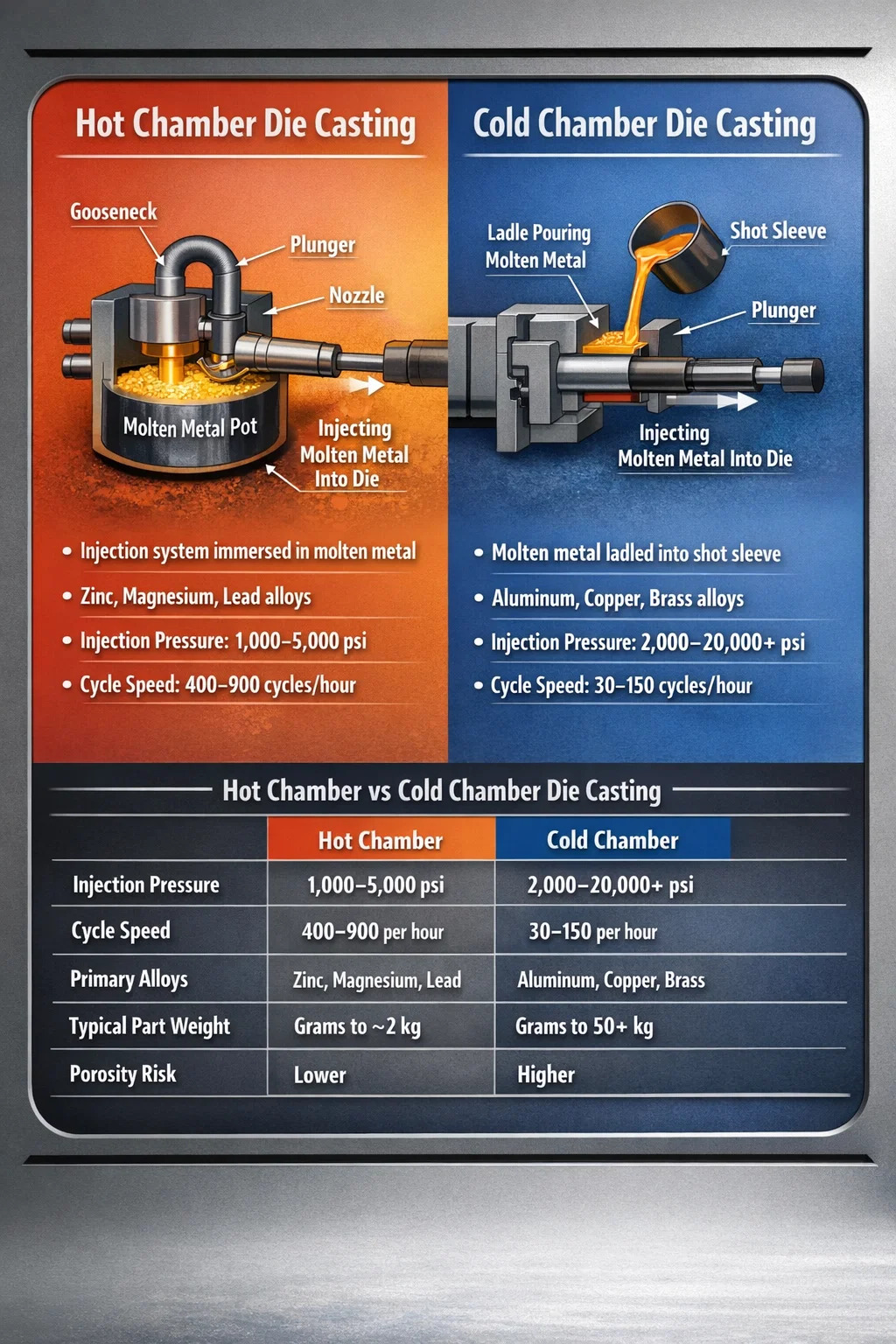
I varmt kammer formstøping , er injeksjonsmekanismen nedsenket direkte i det smeltede metallbadet. Maskinen trekker metall inn i sylinderen automatisk og sprøyter det inn i dysen i en kontinuerlig, rask syklus. Ved kaldkammer-pressestøping smeltes metallet i en separat ovn og øses deretter - manuelt eller automatisk - inn i en skuddhylse før hver injeksjonssyklus. Hver metode har spesifikke legeringer den håndterer godt, spesifikke trykkområder den opererer innenfor, og spesifikke produksjonsvolumer der det er økonomisk fornuftig.
Varmt kammer Die Casting: Hvordan prosessen fungerer
Varmekammerstøping – noen ganger kalt svanehalsstøping – holder injeksjonssystemet permanent nedsenket i en gryte med smeltet metall. Kjernekomponentene er en svanehalsformet metallkanal, et stempel og en dyse som sitter rett mot dysen. Når stempelet trekkes tilbake, strømmer smeltet metall gjennom en port inn i svanehalsen. Når stempelet går frem, forsegler det porten og tvinger metallet gjennom dysen og inn i dysehulrommet ved trykk som vanligvis strekker seg fra 1000 til 5000 psi (7 til 35 MPa) .
Fordi metallet aldri forlater det oppvarmede systemet mellom skuddene, er syklusen ekstremt rask. Varme kammer maskiner rutinemessig oppnå 400 til 900 sykluser i timen for små deler, noe som gjør dem godt egnet for høyvolumproduksjon av komponenter som elektriske kontakter, forgasserhus, låseutstyr og leketøysdeler. Elimineringen av det separate øsetrinnet reduserer både syklustiden og risikoen for temperaturvariasjoner mellom skuddene.
Legeringer som er kompatible med varmkammerstøping
Trykkstøping med varmt kammer er begrenset til legeringer med lavt smeltepunkt som ikke angriper eller løser opp jern- og stålkomponentene i injeksjonssystemet. De vanligste materialene er:
- Sinklegeringer (Zamak 2, 3, 5, 7) - den desidert mest brukte, med smeltepunkter rundt 380–420 °C
- Magnesiumlegeringer (AZ91D, AM60) – brukes i økende grad i varmekammersystemer med spesialisert maskindesign
- Bly og tinnlegeringer – brukes i spesialiserte lavvolumsapplikasjoner
Aluminium, kobber og messing kan ikke behandles i varmekammermaskiner. Deres høyere smeltetemperaturer - aluminium smelter rundt 660 °C, messing rundt 900 °C - ville raskt løse opp de jernbaserte komponentene i svanehalsen og stempelet, ødelegge maskinen og forurense smelten innen timer etter drift.
Maskintonnasje og delstørrelse i varmekammeroperasjoner
Varmkammermaskiner er generelt tilgjengelige i klemkrefter fra under 5 tonn opp til ca. 900 tonn , selv om det meste av varmekammerarbeidet utføres på maskiner i området 5 til 400 tonn. Delvekter for sinkstøpegods går vanligvis fra noen få gram opp til ca. 2 kg, men tyngre deler er mulig på større maskiner. De tynne veggene som kan oppnås med sink – rutinemessig ned til 0,5 mm i presisjonsverktøy – gjør varmkammerstøping til den første prosessen for miniatyriserte, detaljerte komponenter.
Kaldt kammer Die Casting: Hvordan prosessen fungerer
Trykkstøping med kald kammer skiller smelteovnen helt fra injeksjonssystemet. Metall smeltes i en ekstern holdeovn, og overføres deretter - med manuell øse, automatisk øse eller elektromagnetisk pumpe - til en horisontal eller vertikal skuddhylse. Når riktig volum av metall er i hylsen, går injeksjonsstempelet frem og tvinger metallet inn i dysen ved trykk som er vesentlig høyere enn utstyr med varmt kammer: typisk 2000 til 20 000 psi (14 til 140 MPa) , med noen høytrykksoperasjoner som overskrider dette området for tynnveggede aluminiumsdeler.
Separasjonen av ovnen fra maskinen gjør at injeksjonskomponentene ikke kontinuerlig blir utsatt for smeltet metall. De eksponeres bare i det korte øyeblikket av skuddet, som tillater bruk av metaller som vil ødelegge et varmt kammersystem. Avveiningen er en langsommere syklustid - de fleste kaldkammeroperasjoner kjøres på 30 til 150 skudd i timen avhengig av delvekt, veggtykkelse og legering - og ytterligere prosesstrinn som kan introdusere temperaturvariasjoner hvis de ikke kontrolleres nøye.
Legeringer brukt i kaldkammer-pressestøping
Kaldkammerpressestøping håndterer et bredt spekter av legeringer med høyere smeltetemperaturer, inkludert:
- Aluminiumslegeringer (A380, A383, A360, ADC12) - det dominerende materialet i kjølekammerarbeid, brukt i bilindustri, romfart og forbrukerelektronikk
- Kobberlegeringer og messing – brukes til rørleggerkomponenter, elektriske koblinger og marin maskinvare der korrosjonsmotstand og styrke har betydning
- Magnesium legeringer (AZ91D, AM50) - stadig mer vanlig i kalde kammer for store strukturelle deler, selv om magnesium også kan behandles i varme kammersystemer
- Silisiumtombak og spesiallegeringer på kobberbasis — brukes i nisjepresisjonsapplikasjoner
Aluminiumslegering A380 er den mest brukte støpelegeringen i verden, og praktisk talt alt behandles gjennom kaldkammermaskiner. Den tilbyr en utmerket kombinasjon av støpeevne, mekanisk styrke (strekkstyrke på omtrent 317 MPa), korrosjonsmotstand og kostnad, og det er grunnen til at den dominerer konstruksjonsstøping i biler, kjøleribber og motorhus.
Maskintonnasje og delskala
Kaldkammermaskiner skalerer betydelig større enn varmtkammerutstyr. Klemkreftene varierer fra ca 150 tonn opp til 6000 tonn eller mer for mega-casting-maskinene som nå brukes i bilindustrien gigacasting-applikasjoner. En 4000-tonns kaldkammerpresse brukt av en bilprodusent kan produsere en komplett bakre undervognsseksjon av et kjøretøy - en enkelt aluminiumsstøping som erstatter over 70 stemplede og sveisede ståldeler - i et enkelt skudd. Tesla populariserte denne tilnærmingen med sin Giga Press-teknologi, og tilnærmingen har siden blitt tatt i bruk av flere OEM-er over hele verden.
Direkte sammenligning: Hot Chamber vs Cold Chamber Die Casting
Tabellen nedenfor oppsummerer de kritiske forskjellene mellom de to støpemetodene på tvers av parameterne som betyr mest i produksjonsplanlegging:
| Parameter | Hot Chamber | Cold Chamber |
|---|---|---|
| Injeksjonstrykk | 1000–5000 psi | 2 000–20 000 psi |
| Syklushastighet | 400–900 sykluser/time | 30–150 sykluser/time |
| Primære legeringer | Sink, magnesium, bly | Aluminium, kobber, messing, magnesium |
| Maskintonnasjeområde | 5–900 tonn | 150–6.000 tonn |
| Metalltemperatureksponering for maskinen | Kontinuerlig | Kun per skudd |
| Typisk delvekt | Gram til ~2 kg | Gram til 50 kg |
| Porøsitetsrisiko | Lavere (færre muligheter for medføring av luft) | Høyere (krever nøye kontroll av skuddprofilen) |
| Verktøykostnad | Lavere til moderate | Moderat til høy |
Die designhensyn som er forskjellige mellom de to metodene
Selve formen - den herdede H13 verktøystålformen som smeltet metall presses inn i - er konseptuelt lik i begge prosessene, men de tekniske kravene varierer basert på trykket som er involvert og de termiske belastningene som påføres.
Portdesign og løpesystemer
I varmt kammer dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 til 50 m/s .
Kaldkammerdyser for aluminium krever nøye løpegeometri for å håndtere den høyere viskositeten til aluminium ved støpetemperatur og risikoen for for tidlig størkning under fylling. Porthastigheter for aluminium er typisk mål 40 til 60 m/s , og skuddprofilen - langsom fase, rask fase og intensiveringstrykk - må programmeres nøyaktig for å unngå turbulent fylling, som er den primære driveren for porøsitet i aluminiumsstøpegods.
Termisk styring og Die Life
Begge typer dyser er avhengige av interne vann- eller oljekjølekanaler for å håndtere varme, men kaldkammer aluminiumsdyser står overfor høyere termisk sjokk på grunn av den større temperaturforskjellen mellom aluminiumsmelten (~680 °C ved støping) og dysens overflatetemperatur (vanligvis holdt på 180–260 °C). Denne termiske syklusen er den primære driveren for varmesjekking - nettverket av fine overflatesprekker som til slutt forringer overflatekvaliteten. Kaldkammer H13 dyser for aluminium har typisk en levetid på 100 000 til 300 000 skudd , mens varmkammer sinkdyser kan løpe til 1 million skudd eller mer før det kreves betydelig etterarbeid.
Porøsitet: Nøkkelkvalitetsutfordringen i begge metodene
Porøsitet - tomrom i støpingen forårsaket av innestengt gass eller krymping - er den dominerende defektproblemet ved støping uavhengig av hvilken metode som brukes, men dens årsaker og løsninger varierer mellom varme- og kaldekammerprosesser.
I varmt kammer die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Ved kaldkammer-pressestøping er den åpne skuddhylsen den viktigste kilden til luftinnblanding. Når stempelet går frem, må det skyve foran metallet en luftklump i hylsen. Riktig sakte skuddhastighet - vanligvis 0,1 til 0,5 m/s under den første fasen — lar en bølge av metall dannes og skyve luften frem til overløpsbrønnene og ventilene før hurtig-shot-injeksjonen begynner. Å få dette overgangspunktet feil med bare noen få millimeters stempelvandring kan resultere i 10 til 20 % høyere porøsitetsnivåer i den ferdige delen. Vakuumassistert formstøping, som evakuerer dysehulrommet og skuddhylsen før injeksjon, kan redusere porøsiteten i kaldkammeraluminiumsdeler til nivåer som tillater varmebehandling og strukturell sveising - funksjoner som ikke er mulig med konvensjonelt støpte aluminiumspressstøpte.
Når du skal velge Hot Chamber Die Casting
Varmekammerpressestøping er det riktige valget når følgende betingelser gjelder:
- Delmaterialet er sink, magnesium eller en annen lavsmeltende legering som er kompatibel med svanehalssystemet
- Produksjonsvolumene er høye - vanligvis over 50 000 til 100 000 deler årlig for å rettferdiggjøre verktøyinvesteringer
- Delvekten er relativt lav, vanligvis under 1 til 2 kg for sink
- Dimensjonspresisjon er kritisk – støping av sink oppnår rutinemessig toleranser på ±0,05 mm på kritiske funksjoner uten sekundær maskinering
- Tynne vegger kreves – sink kan støpes til veggtykkelser under 0,5 mm i optimalisert verktøy
- Overflatekvalitet er en prioritet – sinkstøpegods har en utmerket støpt overflate som egner seg for direkte plettering eller maling uten omfattende forberedelse
Vanlige bransjer som bruker varmekammer-støping inkluderer forbrukerelektronikk (kontakter, braketter, hengsler), bil (låsekropper, drivstoffsystemkomponenter, sensorhus), maskinvare (dørhåndtak, møbelbeslag) og leker og nyhet.
Når du skal velge kaldkammer-støping
Kaldkammerpressestøping er den riktige prosessen når:
- Legeringen er aluminium, kobber, messing eller et materiale med høyt smeltepunkt som er uforenlig med varmekammerutstyr
- Delstørrelse og vekt overskrider de praktiske grensene for utstyr med varmt kammer
- Strukturell ytelse er nødvendig - aluminiumspressstøpte gir styrke-til-vekt-forhold betydelig bedre enn sink for bærende applikasjoner
- Korrosjonsbestandighet i tøffe miljøer er nødvendig - aluminiums naturlige oksidlag gir beskyttelse som sinklegeringer i noen miljøer ikke kan matche uten belegg
- Applikasjonen er i drivlinjer for biler, romfartsbraketter eller industrielt utstyr der kombinasjonen av lav vekt og strukturell integritet rettferdiggjør de høyere verktøy- og maskinkostnadene
Viktige bruksområder for støpestøping i kaldt kammer inkluderer girkassehus for biler, motorblokker, batterikabinetter for elektriske kjøretøy, datamaskinserverchassis, hydrauliske ventilhus og komponenter til marine påhengsmotorer. Det globale pressestøpingsmarkedet for aluminium alene ble verdsatt til over 50 milliarder dollar i 2023 , som gjenspeiler dominansen til kaldkammeraluminiumsstøping i moderne produksjon.
Kostnadsstruktur: Verktøy, maskintid og økonomi per del
Økonomien ved støping avhenger sterkt av hvilken metode som brukes, fordi de to prosessene har svært forskjellige kostnadsprofiler.
Verktøykostnader
Støpeverktøy er dyrt uansett metode, fordi formene må tåle millioner av trykksykluser i et slitende, termisk krevende miljø. Varmkammersinkmatriser for moderat komplekse deler koster vanligvis mellom $15 000 og $80 000 . Kaldkammer aluminiumsdyser for sammenlignbar kompleksitet koster mer - ofte $30 000 til $150 000 eller høyere — fordi det høyere injeksjonstrykket krever mer robust dysekonstruksjon og mer kompleks kjølekretsteknikk. Store strukturelle kaldkammerdyser for bilapplikasjoner kan kjøres til $500 000 eller mer .
Kostnad per del og break-even volum
Fordi trykkstøping har høye faste kostnader (verktøy, oppsett) og relativt lave variable kostnader per del (metall, maskintid, arbeid), er begge metodene mest økonomiske ved høye volum. Nullpunktspunktet - der støping blir billigere enn alternativer som sandstøping, investeringsstøping eller maskinering fra emne - varierer etter delkompleksitet, men nås vanligvis et sted mellom 10 000 og 50 000 deler for varmkammer sink og 20 000 og 100 000 deler for kaldkammeraluminium, avhengig av delstørrelse og funksjonskompleksitet.
Materialkostnad er en annen differensiator. Sinklegering (Zamak 3) koster omtrent $2,00–$2,50 per kg til typisk industrikontraktprising. Aluminiumslegering A380 løper nærmere $2,50–$3,50 per kg , men aluminiums lavere tetthet (2,7 g/cm³ vs sinks 6,6 g/cm³) betyr at for et gitt delvolum, bruker et aluminiumsstøping langt mindre metall i vekt, noe som delvis oppveier prisforskjellen.
Nye variasjoner på de to kjerneformede støpemetodene
Mens varmt kammer og kaldt kammer fortsatt er de to grunnleggende støpemetodene, har flere prosessvarianter utviklet seg for å adressere spesifikke begrensninger for hver.
Vakuumstøping
Brukt på begge metodene, men spesielt viktig for kaldkammeraluminium, evakuerer vakuumpressestøpingen dysehulrommet og skuddhylsen før injeksjon, og reduserer gassporøsiteten til nivåer som tillater T5 og T6 varmebehandling. Dette gjør strukturelle aluminiumsstøpegods sveisbare og egnet for sikkerhetskritiske applikasjoner som kollisjonskonstruksjoner for biler og fjæringskomponenter. Vakuumassisterte kaldkammermaskiner øker kostnadene og kompleksiteten, men kan redusere skraphastigheten med 30 til 50 % i porøsitetsfølsomme applikasjoner.
Semi-Solid Die Casting (Thixocasting og Rheocasting)
Støpeprosesser for halvfast metall - tiksostøping og reostøping - injiserer metall i en halvfast, slurry-lignende tilstand i stedet for fullt smeltet. Dette reduserer porøsiteten dramatisk fordi metallet ikke bærer oppløst gass på samme måte som helt flytende metall, og det ikke-turbulente fyllmønsteret fanger langt mindre luft. Halvfaste prosesser er bygget rundt kaldkammer maskinplattformer, men bruker modifiserte hagleprofiler og spesialisert billetpreparering. Resultatet er støpegods med mekaniske egenskaper som nærmer seg de til smidde deler. Rheocast aluminium A356 deler oppnår strekkstyrker over 310 MPa med forlengelse på 10 % eller mer — betydelig bedre enn konvensjonelle kjølekammer A380-støpegods.
Squeeze Casting
Klemstøping – noen ganger klassifisert som en tredje formstøpekategori – kombinerer pressestøping og smiingsprinsipper. Metall helles i en åpen dyse, deretter påfører et slag trykk på 50 til 150 MPa når metallet størkner, eliminerer krympingporøsiteten helt. Prosessen bruker kaldkammermaskinplattformer og produserer deler med nesten null porøsitet og utmerkede mekaniske egenskaper, men er langsommere og dyrere enn konvensjonell kaldkammerstøping. Den brukes til luftfartskomponenter, bremsekalipere til biler og andre høystressapplikasjoner.
Hvordan velge riktig støpemetode for din del
Å velge riktig støpeprosess starter med legeringen, fordi legeringen er ikke omsettelig i de fleste design. Hvis ingeniørkravene krever aluminium - for vekt, styrke eller termisk ytelse - er kaldt kammer det eneste praktiske alternativet i formstøping. Hvis sink er akseptabelt eller foretrukket på grunn av sin presisjon, tynnveggede evne og pletteringskompatibilitet, blir varmekammer den raskere, rimeligere ruten.
Etter valg av legering hjelper følgende spørsmål å begrense avgjørelsen:
- Hva er det årlige volumet? Begge metodene trenger volum for å være økonomiske, men kaldkammeraluminium krever mer volum for å kompensere for høyere verktøykostnader.
- Hva er delens vekt og projisert skuddvekt? Deler over 2 kg i sink er uvanlige; deler over 5 kg i aluminium kan kreve svært store kaldkammermaskiner.
- Er porøsitetsfølsomme egenskaper tilstede? Trykktette hydrauliske passasjer eller strukturelle noder som skal sveises krever vakuumassistert kaldt kammer eller halvfast prosessering.
- Hvilken overflatebehandling kreves? Sink varme kammer støpegods aksepterer galvanisering direkte; kaldkammerstøpegods av aluminium er vanligvis pulverlakkert, anodisert eller stående nakne.
- Hva er driftsmiljøet? Forhøyede temperaturer over 150°C diskvalifiserer sinklegeringer på grunn av styrketap; aluminium fungerer godt til 200–250°C avhengig av legering.
Å jobbe gjennom disse spørsmålene med et støpestøperi under designfasen – før verktøyet er forpliktet – er den mest pålitelige måten å komme frem til den riktige prosessen for din applikasjon. Design-for-manufacturing (DFM) gjennomgang av en erfaren støpeingeniør kan identifisere trekkvinkler, veggtykkelsesoverganger og skillelinjeposisjoner som påvirker hvilken maskintype og injeksjonsmetode som vil gi den laveste skraphastigheten og den lengste levetiden for stansen for din spesifikke delgeometri.