Det korte svaret: Sandstøping vinner på kostnader, fleksibilitet og skala
Hvis du velger mellom sandstøping og pressstøping, kommer beslutningen ned på hva du faktisk trenger. Sandstøping er bedre enn pressstøping når verktøybudsjettene er trange, når deler er store eller geometrisk komplekse, når lave til middels produksjonsvolumer er involvert, eller når jernholdige metaller som stål og jern må brukes. Pressstøping utmerker seg i høyvolumproduksjon av små, tynnveggede aluminiums- eller sinkdeler hvor overflatefinish og dimensjonskonsistens er avgjørende. Men for et bredt spekter av industri-, ingeniør- og prototypeapplikasjoner er sandstøping fortsatt det mer praktiske og økonomiske valget.
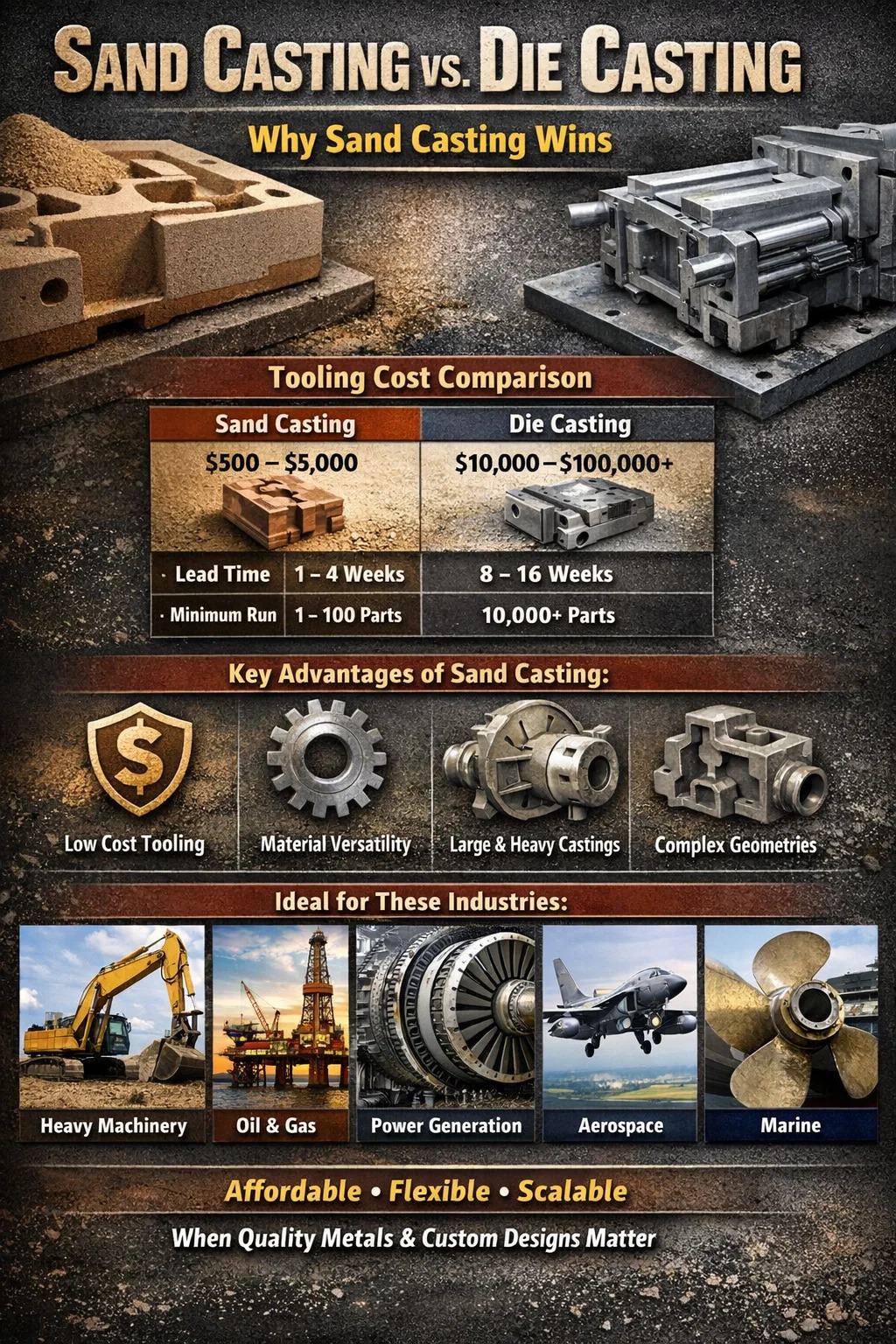
Den grunnleggende forskjellen ligger i verktøy. En die casting die kan koste hvor som helst fra $10.000 til over $100.000 , mens et sandstøpemønster typisk koster mellom $500 og $5000 . For alt annet enn masseproduksjon går i hundretusenvis, dette gapet alene gjør sandstøping til den smartere økonomiske beslutningen.
Verktøykostnad: Hvor sandstøping har en avgjørende fordel fremfor støping
Pressstøping krever herdede ståldyser som må tåle tusenvis av injeksjonssykluser under ekstremt trykk - ofte mellom 1500 og 25000 psi. Å produsere disse formene krever presisjonsmaskinering, varmebehandling og omfattende kvalitetsverifisering. Ledetiden for en støpeform er typisk 8 til 16 uker , og når de først er bygget, er modifikasjoner dyre eller umulige uten å kassere hele verktøyet.
Sandstøpemønstre er derimot laget av tre, harpiks eller aluminium. De er langt enklere å produsere, enklere å modifisere og dramatisk billigere. Hvis en designendring er nødvendig etter den første produksjonen, kan et sandstøpemønster omarbeides eller bygges om til en brøkdel av kostnadene ved å endre en dysestøpeform.
For prototypeutvikling og iterativ konstruksjon er denne forskjellen transformativ. Et produktteam som utvikler et industrielt pumpehus eller en tilpasset brakett, kan teste tre eller fire designgjentakelser i sandstøping for samme pris som en enkelt dysestøpeform. Dette akselererer tidslinjer for produktutvikling og reduserer økonomisk risiko i de tidlige stadiene av et prosjekt.
| Faktor | Sandstøping | Die Casting |
|---|---|---|
| Typiske verktøykostnader | $500 – $5000 | $10 000 – $100 000 |
| Ledetid for verktøy | 1 – 4 uker | 8 – 16 uker |
| Designmodifikasjonskostnad | Lavt | Veldig høy |
| Minimum levedyktig løp | 1 – 100 deler | 10 000 deler |
Materialallsidighet: Sandstøping fungerer med metaller Die Casting Kan ikke håndtere
Dette er en av de viktigste tekniske begrensningene ved støping som ofte ikke blir anerkjent. Pressestøping er stort sett begrenset til ikke-jernholdige metaller med relativt lave smeltepunkter - først og fremst aluminium (smeltepunkt ~1220 °F / 660 °C), sink (~787 °F / 419 °C) og magnesium (~1202 °F / 650 °C). Årsaken er enkel: de ekstreme temperaturene som kreves for å smelte jernholdige metaller ville ødelegge stålformene på kort tid.
Sandstøping har ingen slik begrensning. Det brukes rutinemessig med:
- Grått jern og seigjern (smeltepunkt ~2100°F / 1150°C)
- Karbonstål og rustfritt stål (~2.500–2.800 °F / 1.370–1.538 °C)
- Kobber- og messinglegeringer (~1.750–1.980 °F / 955–1.082 °C)
- Nikkellegeringer og superlegeringer brukt i romfart og energiapplikasjoner
- Aluminium og aluminiumslegeringer (kompatibel med begge prosesser)
For bransjer som er avhengige av jern- eller stålkomponenter – som tungt maskineri, anleggsutstyr, landbruksmaskiner og marineteknikk – er ikke sandstøping bare en preferanse. Det er det eneste levedyktige støpealternativet. Tenk på det gråjern står for omtrent 70 % av alt støpegods som produseres globalt , og nesten hele volumet er laget gjennom sandstøping. Den statistikken alene signaliserer hvor prosessen virkelig dominerer.
Spesielt duktilt jern tilbyr en kombinasjon av strekkstyrke, duktilitet og bearbeidbarhet som gjør det til et foretrukket materiale for gir, veivaksler, hydrauliske komponenter og strukturelle deler. Ingen av disse applikasjonene er tilgjengelige gjennom støping. Sandstøping er inngangsporten til hele spekteret av ingeniørmetaller, ikke bare undergruppen som passer innenfor pressstøpingens termiske begrensninger.
Delstørrelse og vekt: Sandstøpingsvekter der det ikke er mulig å støpe
Pressestøpemaskiner er kraftige, men de er fysisk begrenset. Selv de største høytrykkspressstøpemaskinene i kommersiell bruk topper med å produsere deler som veier rundt 50 til 75 pund (22 til 34 kg) . Selve dysen må passe innenfor maskinens stempelstørrelse, og injeksjonstrykket som er involvert gjør svært store deler strukturelt upraktiske.
Sandstøping begrenses av nesten ingenting når det gjelder størrelse eller vekt. Motorblokker, turbinhus, pumpehus, skipspropeller og industrielle ventilhus sandstøpes regelmessig. Deler som veier flere tonn er ikke uvanlig i sektorer som kraftproduksjon, gruvedrift og offshore olje og gass. En enkelt sandstøpejernskomponent for en stor dieselmotor kan veie 500 pounds eller mer - helt utenfor rekkevidden til enhver formstøpeprosess.
Denne skalerbarheten betyr at for ingeniører som jobber med stort kapitalutstyr eller strukturelle komponenter, blir ikke sandstøping valgt fremfor trykkstøping som et kompromiss – det er den eneste prosessen som fysisk kan produsere det som kreves. Formen gjenoppbygges ganske enkelt fra sand hver gang, så det er ingen maskinplategrense, ingen begrensning for dysekapasitet og ingen injeksjonstrykktak å omgå.
Geometrisk kompleksitet og interne egenskaper: Sandstøping gir mer designfrihet
Pressstøping bruker stive metalldyser som må åpne og lukke i en rett linje, noe som betyr at alle funksjoner i delen må være orientert for å tillate dyseparasjon uten å undergrave verktøyet. Komplekse indre passasjer, dype hulrom og underskjæringer er enten umulige eller krever kostbare sidevirkningsmekanismer som gir betydelige utgifter til dysen.
Sandstøping bruker forbruksformer og kjerner. En kjerne er en separat sandform plassert inne i formhulen for å skape indre hulrom - hule kammer, passasjer, kanaler og komplekse indre geometrier som ville være fysisk umulig i en stiv form. Denne egenskapen er grunnen til at sandstøping brukes til motorblokker med vannkapper, manifolder med indre strømningspassasjer og ventilhus med flere interne kanaler.
Hva kjerner tillater i sandstøping
- Innvendige kjølepassasjer i motor- og turbinkomponenter
- Hule strukturelle seksjoner som reduserer vekten uten å ofre styrke
- Komplekse væskestrømningskanaler i pumpe- og ventilhus
- Underkuttede geometrier som ville låse en del inne i en stiv form
- Flere kryssende indre hulrom i en enkelt støping
Pressstøping kan produsere kjerner ved bruk av løselige eller løsrevne innsatser i noen applikasjoner, men dette øker kostnadene og prosesskompleksiteten som raskt eroderer effektivitetsfordelene som pressstøping vanligvis gir. For deler hvor innvendig geometri er en designprioritet, er sandstøping arkitektonisk overlegen.
Kravene til veggtykkelse varierer også betydelig. Pressstøping kan produsere veldig tynne vegger - noen ganger så tynne som 0,040 tommer (1 mm) – som er utmerket for lette forbruker- eller bildeler. Men det håndhever også jevnhetskrav for å sikre at metallstrømmen fyller formen. Sandstøping er mer tolerant for varierende veggtykkelser innenfor en enkelt del, noe som gir designingeniører større frihet når de lager komplekse strukturer med både tykke og tynne seksjoner.
Produksjonsvolum: Hvorfor sandstøping er bedre for kjøringer med lavt til middels volum
Økonomien ved støping er bygget rundt å amortisere en veldig høy fast verktøykostnad over et veldig stort antall deler. Når den amortiseringen fungerer – når du produserer 50 000, 100 000 eller 500 000 identiske deler – blir støpingens lave kostnad per enhet overbevisende. Pressestøpeprosessen er rask: en typisk aluminiumsstøpesyklus tar mellom 30 og 60 sekunder , og maskiner kan kjøre med minimal arbeidskraft i høyautomatiserte miljøer.
Men utenfor den høyvolumskonteksten snur matematikken. For en kjøper som trenger 500 tilpassede manifoldhus per år, betyr det å bruke 50 000 dollar på en støpeform at verktøykostnaden alene øker med 100 dollar per del før et eneste pund aluminium er smeltet. Den samme delen i sandstøping, med et mønster på $3000, gir bare $6 i verktøykostnad per enhet – en forskjell som sjelden forsvinner selv når man tar hensyn til sandstøpingens langsommere syklustider og høyere arbeidsinnhold per enhet.
Dette er grunnen til at produsenter av romfart, forsvar, olje og gass og tilpasset industrielt utstyr er avhengige av sandstøping. Deres produksjonsvolumer er ofte i dusinvis til lave tusenvis per år. I slike sammenhenger er ikke sandstøping et kompromiss – det er det eneste rasjonelle økonomiske valget.
Break-even volum mellom sandstøping og formstøping
Krysningspunktet der pressstøping blir mer økonomisk enn sandstøping avhenger av delens kompleksitet, størrelse og materiale. Som en generell målestokk:
- For små aluminiumsdeler under 2 lbs blir pressstøping ofte konkurransedyktig ovenfor 10 000–20 000 deler per år
- For medium deler mellom 2–10 lbs, flyttes break-even til 25 000–75 000 deler per år
- For store eller komplekse deler forblir sandstøping ofte kostnadseffektiv ved ethvert kommersielt rimelig volum
Dette er grove estimater, og faktiske break-even-punkter bør alltid beregnes for en spesifikk applikasjon. Men de illustrerer at flertallet av industrielle støpeapplikasjoner – spesielt i sektorer der tilpasning, pålitelighet og materialytelse betyr mer enn pris per enhet – faller godt innenfor fordelssonen for sandstøping.
Porøsitet og mekaniske egenskaper: Løsning av svakheten i formstøpingen
En av de minst diskuterte ulempene ved støping er porøsitetsproblemet. Når smeltet metall injiseres i en dyse ved høyt trykk, kan luft bli fanget inne i delen, og skape mikroskopiske tomrom - porøsitet - som kompromitterer strukturell integritet. Høytrykkspressstøpte er ofte uegnet for varmebehandling fordi varmen får innestengte gasser til å utvide seg, noe som forårsaker blemmer eller forvrengning som ødelegger delen.
Dette er en betydelig teknisk begrensning. Mange aluminium- og magnesiumlegeringer utvikler sine fulle mekaniske egenskaper først etter oppløsningsvarmebehandling og aldring (T6-temperering, for eksempel). Hvis selve støpeprosessen forhindrer varmebehandling, arbeider den siste delen med en brøkdel av materialets potensielle styrke og hardhet. Vakuumstøping og pressestøping kan redusere porøsiteten, men dette er førsteklasses prosesser som øker kostnadene og er ikke universelt tilgjengelige.
Sandstøping, fordi det fyller formen med lavere hastighet under tyngdekraften eller lavt trykk, produserer betydelig mindre innesluttet gass. Sandstøpte deler kan vanligvis varmebehandles uten problemer, slik at de fulle legeringsegenskapene kan oppnås. For strukturelle applikasjoner innen romfart, bilindustri eller tungt utstyr der materialsertifisering og mekaniske egenskaper er kritiske, er dette en avgjørende fordel.
I tillegg viser sandstøpejernskomponenter - spesielt duktilt jern - utmerket bearbeidbarhet, vibrasjonsdemping og slitestyrke. Dette er egenskaper som er iboende til materialet og fullt tilgjengelige gjennom sandstøpeprosessen, uten porøsitetsbegrensningene som begrenser støpeapplikasjoner.
Ledetid for nye deler: Sandstøping gir deg deler raskere i de tidlige stadiene
Når en ny del er nødvendig raskt – enten det er for prototypeevaluering, nødutskifting eller pilotproduksjon – er ledetidsfordelen med sandstøping betydelig. Fordi sandstøpemønstre er enkle og raske å produsere, kan en første artikkelstøping ofte leveres inn 2 til 6 uker fra ferdigstillelse av design. Noen støperier som spesialiserer seg på hurtigsvingende sandstøping kan levere prototypestøpegods på så lite som 5 til 10 virkedager .
Sammenlignet med støping, hvor verktøy alene tar 8 til 16 uker før en enkelt produksjonsdel lages, er fordelen med sandstøpings tidslinje under utvikling av nye produkter enorm. For selskaper med aggressive lanseringsplaner, eller for vedlikeholdssituasjoner der en kritisk komponent trenger rask utskifting, kan denne forskjellen direkte føre til redusert nedetid, raskere tid til markedet og lavere programrisiko.
Dette gjør også sandstøping til standardvalget for reservedeler på aldrende maskiner eller eldre utstyr der ingen eksisterende verktøy gjenstår. Når en 30 år gammel industripresse trenger et erstatningshus av jern som opprinnelig ble laget av et selskap som ikke lenger eksisterer, gjør sandstøping det mulig å lage et nytt mønster fra en ingeniørtegning eller en fysisk prøve, og delen kan reproduseres til en rimelig pris. Å gjenskape en støpeform for en enkelt reservedel ville være økonomisk absurd.
Spesifikke bransjer der sandstøping overgår pressstøping
Å forstå hvilke bransjer som er avhengige av sandstøping fremfor pressstøping hjelper til med å klargjøre hvor fordelene i den virkelige verden samler seg. Disse sektorene velger konsekvent sandstøping fordi deres tekniske og kommersielle krav stemmer overens med det prosessen gjør best.
Olje- og gassutstyr
Ventilhus, pumpehus, manifolder og brønnhodekomponenter krever stål eller duktilt jern, må håndtere ekstremt trykk og produseres ofte i lave volum for spesifikke bruksområder. Sandstøping gir materialkompatibilitet, intern geometri og mekanisk integritet disse applikasjonene krever. Pressestøping kan ikke konkurrere her.
Gruvedrift og tungt utstyr
Knuserkjever, bøttetenner, sliteplater og konstruksjonskomponenter for gruvemaskineri er laget av manganstål, kromjern og andre harde jernholdige legeringer som pressstøping ikke kan behandle. Deler i denne sektoren veier rutinemessig hundrevis av pund – langt utover kapasiteten til enhver formstøpemaskin. Sandstøping er den eneste levedyktige produksjonsruten.
Kraftproduksjon
Turbinhus, impellerhus og generatorendeklokker laget av rustfritt stål eller nikkellegeringer for kraftverk og industriturbiner er universelt sandstøpt. Kombinasjonen av materialkrav, delstørrelse og lave årlige produksjonsvolumer gjør pressstøping økonomisk og teknisk umulig for disse bruksområdene.
Prototyping av romfart og forsvar
Selv i en sektor der presisjon er viktigst, er sandstøping mye brukt til prototypeutvikling og konstruksjonsdeler med lavt volum. Evnen til å iterere raskt, bruke romfartslegeringer og produsere deler som kan varmebehandles fullstendig og mekanisk testes, gjør sandstøping til et standardverktøy i romfartsstøpeprogrammer før man forplikter seg til dyrere produksjonsprosesser.
Marine og skipsbygging
Skipspropeller, rorrammer og strukturelle komponenter for marine fartøyer er ofte enorme og laget av korrosjonsbestandig bronse, nikkel-aluminiumbronse eller rustfritt stål. Sandstøping er den eneste prosessen som kan håndtere disse kravene, og det har vært standardmetoden for marin komponentproduksjon i århundrer.
Når støping faktisk er det bedre valget
Et fullstendig svar krever å anerkjenne hvor støpingen virkelig vinner. Pressestøping er overlegen sandstøping i tre veldefinerte scenarier:
- Høyvolumsproduksjon av små ikke-jernholdige deler: Når du produserer hundretusenvis av aluminium-, sink- eller magnesiumdeler per år, er pressstøpingens økonomi per enhet uslåelig. Dørhåndtak til biler, elektroniske kabinetter og hus for små apparater er klassiske eksempler.
- Overflatefinish og dimensjonskonsistens: Pressstøping produserer nettformede eller nesten nettformede deler med overflatefinish på 32–63 Ra mikrotommer og dimensjonstoleranser som ofte ikke krever etterbearbeiding. Sandstøping produserer vanligvis grovere overflater (125–500 Ra mikrotommer) og krever mer maskinering for å treffe stramme toleranser.
- Tynnveggede lette strukturer: Når designet krever vegger under 3 mm som fortsatt trenger strukturell integritet, sikrer trykkstøpingens høytrykksinjeksjon fullstendig fylling. Gravity-matet sandstøping kan slite med å pålitelig fylle ekstremt tynne seksjoner.
Å anerkjenne disse fordelene gjør sammenligningen ærlig. Pressestøping er ikke en dårligere prosess – det er en prosess optimalisert for et spesifikt sett med forhold. Når disse betingelsene ikke er oppfylt, er sandstøping det beste svaret i de fleste gjenværende scenarier.
Miljø- og driftshensyn
Sandstøping har en ofte oversett bærekraftsfordel: sand er resirkulerbar. Moderne støperier gjenvinner og gjenbruker 90 % eller mer av støpesanden gjennom termiske eller mekaniske gjenvinningssystemer. Mens støping ikke bruker forbruksmateriell på samme måte, er energiintensiteten ved å vedlikeholde støpemaskiner – store hydrauliske presser, temperaturkontrollerte dyser og høytrykksinjeksjonssystemer – betydelig.
Skraphastighetene i formstøping er også en faktor. Fordi metall som sprøytes inn i dysen også fyller løpere, overløp og kjeks (metallskiven fra skuddhylsen), kan støpeskrothastigheten løpe 20–40 % av det totale metallforbruket på en typisk del, selv om mye av dette er resirkulerbart. Sandstøpeskraprater, spesielt for jern, er ofte lavere i absolutte termer per enhet levert metall når delstørrelsene er store.
Fra et operativt fotavtrykksperspektiv er sandstøpestøperier tilgjengelige på flere geografiske steder globalt. Pressestøping krever presisjonsmaskiner for produksjon av forme og store støpemaskiner som representerer betydelige kapitalinvesteringer. For produsenter i utviklingsmarkeder, eller for regional innkjøp av forsyningskjeder, er sandstøpestøperikapasitet langt mer tilgjengelig, noe som reduserer logistikkkostnader og forsyningskjederisiko.
Sammendrag: Velge sandstøping fremfor formstøping
Spørsmålet om sandstøping er bedre enn pressstøping har ikke et enkelt universelt svar – men det har et klart svar for de fleste støpeapplikasjoner som man møter i industri- og ingeniørpraksis. Sandstøping er det bedre valget når:
- Produksjonsvolumet er under 10 000–25 000 deler per år for typiske delstørrelser
- Det nødvendige materialet er jern, stål, rustfritt stål, kobberlegering eller et hvilket som helst jernholdig metall
- Delstørrelse eller vekt overstiger det støpemaskiner fysisk kan ta imot
- Designgjentakelse er sannsynlig, og kostnadene for modifikasjon av verktøy må holdes lave
- Intern geometri, kjerner eller komplekse passasjer er nødvendig
- Varmebehandling av den endelige støpingen er nødvendig for fulle mekaniske egenskaper
- Rask levering av første artikler eller prototyper er en prioritet
- Reservedeler for eldre eller tilpasset utstyr må reproduseres
Pressstøping fortjener sin plass i forbruker- og bilproduksjon med høyt volum, der aluminium- og sinkdeler må produseres i hastighet, med utmerket overflatefinish, til lavest mulig kostnad per enhet. Men sandstøping dekker et langt bredere spekter av ingeniørbehov, håndterer et bredere utvalg av materialer, skalerer fra enkeltprototyper til tusenvis av deler, og forblir kostnadseffektivt på tvers av scenarier der økonomien i pressstøpingen rett og slett ikke fungerer. For enhver ingeniør eller innkjøpsprofesjonell som vurderer alternativer for støpeprosesser, bør sandstøping være utgangspunktet – og begrunnelsesbyrden bør ligge på å bytte bort fra det, ikke på å velge det.