Det korte svaret: Hvordan støping fungerer
Pressestøping er en metallformingsprosess der smeltet metall injiseres under høyt trykk i en herdet stålform - kalt en dyse - og holdes der til metallet størkner til den nøyaktige formen til hulrommet. Når den er solid, åpnes dysen, ejektorstifter skyver delen ut, og syklusen begynner på nytt. En enkelt terning kan gjenta denne sekvensen hundretusenvis av ganger før den slites ut.
Prosessen brukes først og fremst med ikke-jernholdige legeringer: aluminium, sink, magnesium og kobberbaserte metaller. Injeksjonstrykk varierer vanligvis fra 1500 psi til over 25 000 psi , som er det som gjør at støping kan produsere deler med tynne vegger, stramme toleranser (ofte ±0,002 tommer) og jevne som støpte overflatebehandlinger uten omfattende maskinering etterpå.
Hvis du trenger titusenvis av identiske metalldeler – bilbraketter, elektronikkhus, rørarmaturarmaturer, apparatkomponenter – er trykkstøping nesten alltid den mest kostnadseffektive produksjonsmetoden når du først har absorbert verktøykostnaden på forhånd.
Støpeprosessen trinn for trinn
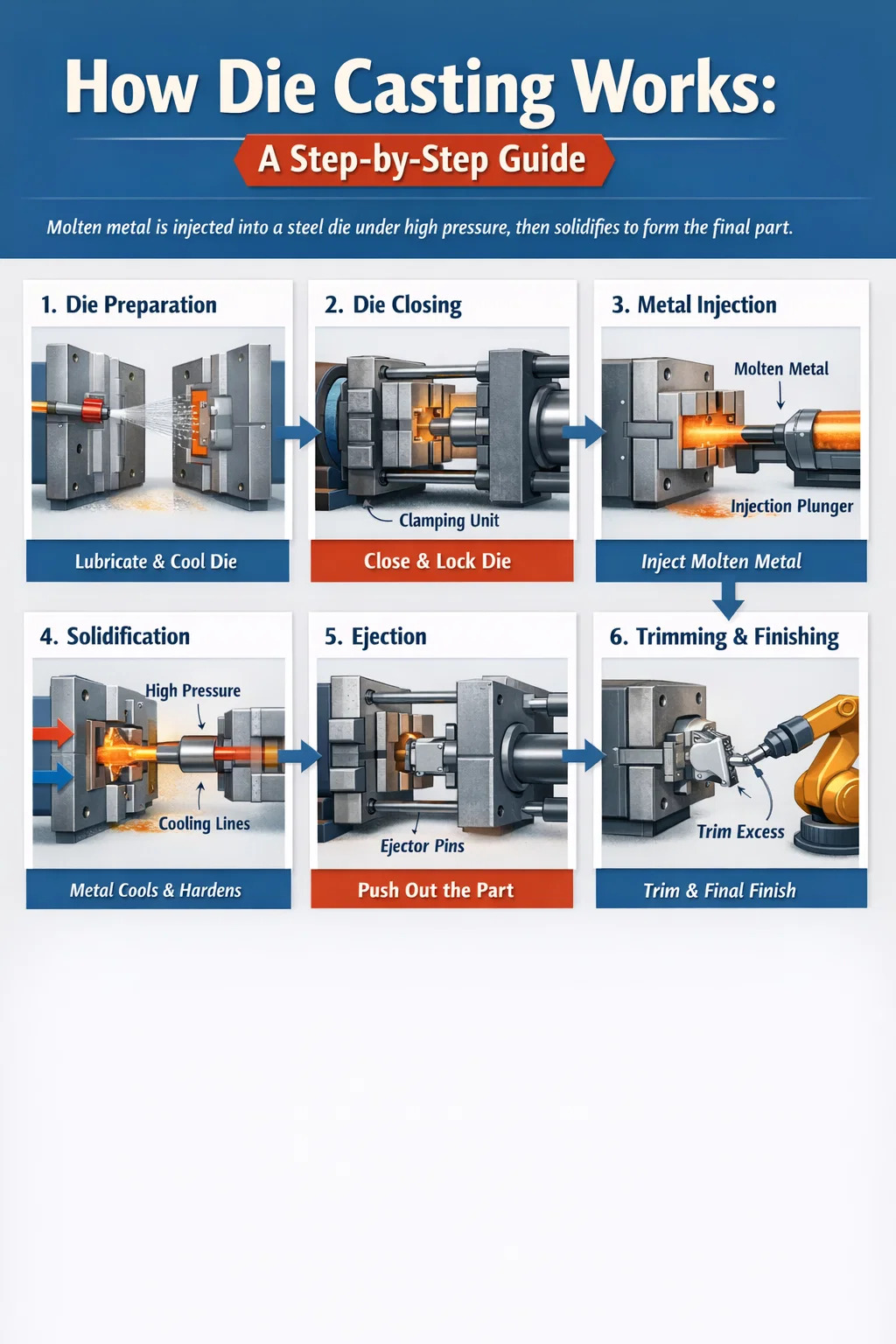
For å forstå hvordan støping utføres, må du gå gjennom hvert trinn i produksjonssyklusen. Mens forskjellige maskiner og legeringer introduserer variasjoner, er den grunnleggende sekvensen konsistent på tvers av industrien.
Trinn 1 — Forberedelse og smøring
Før hvert skudd sprayes formhalvdelene med et smøremiddel eller slippmiddel. Dette tjener to formål: det hjelper det størknede støpegodset å løsne rent uten å feste seg, og det avkjøler dyseoverflaten litt for å opprettholde en jevn termisk profil. Vannbaserte smøremidler er det vanligste valget i moderne butikker fordi de reduserer røyk og overholder miljøbestemmelser. Spraysyklusen tar vanligvis to til fem sekunder og er automatisert på høyvolumslinjer.
Trinn 2 — Die lukking og klemme
Pressstøpemaskinen klemmer de to formhalvdelene sammen med enorm kraft. Denne klemkraften måles i tonn og må overstige kraften som det smeltede metallet under trykk vil utøve på dyseflatene under injeksjon. En maskin vurdert til 500 tonn holder dysen lukket med 500 tonn klemkraft. Maskiner varierer fra under 100 tonn for små sinkdeler opp til 4000 tonn eller mer for store aluminiumskonstruksjonskomponenter. Hvis klemkraften er utilstrekkelig, kan smeltet metall blinke ut mellom formhalvdelene, og skape tynne finner på delen og potensielt skade verktøyet.
Trinn 3 — Metallinjeksjon
Dette er det avgjørende trinnet. Smeltet metall skyves inn i dysehulrommet gjennom et system av kanaler - en innløp, løpere og porter - som direkte strømmer inn i delens geometri. I kaldkammermaskiner øses eller helles et avmålt skudd av metall automatisk i en skuddhylse, og et hydraulisk stempel driver det fremover. I varmekammermaskiner er injeksjonsmekanismen nedsenket i det smeltede metallbadet og trekker en presis ladning direkte. Injeksjonshastigheten kan justeres i faser: en langsom første fase fyller løpesystemet, og en rask andre fase fyller delhulrommet for å forhindre for tidlig størkning. Fyllingstiden for selve hulrommet er ofte mellom 10 og 100 millisekunder.
Trinn 4 — Intensifisering og størkning
Umiddelbart etter at hulrommet er fylt, påfører maskinen intensiveringstrykk – en sekundær, høyere trykkstøt – for å pakke inn mer metall og kompensere for krymping når støpen størkner. Dette trykket opprettholdes i en hviletid, typisk ett til tretti sekunder avhengig av veggtykkelse og legering. Selve formen fungerer som en kjøleribbe; dens interne kjølekanaler fører vann eller termisk olje for å trekke ut varme raskt og konsekvent. Raskere avkjøling gir kortere syklustider og finere mikrostruktur i den ferdige delen.
Trinn 5 — Dyseåpning og delutkast
Når metallet har stivnet tilstrekkelig, trekker klemenheten seg tilbake og formhalvdelene skilles. Støpingen forblir på den ene halvdelen (ejektorhalvdelen) fordi trekkvinkler og geometri er utformet slik. Ejektorstifter - stenger av herdet stål satt inn i dysen - går frem og skyver delen fri. Pinnene etterlater små sirkulære vitnemerker på ikke-kritiske overflater av støpestykket. En robot eller menneskelig operatør fjerner delen, og syklusen starter på nytt.
Trinn 6 — Trimming og etterbehandling
Råstøpen kommer ut festet til løpe- og portsystemet, og har ofte tynne blink langs skillelinjer. En trimdyse i en hydraulisk presse klipper av løperne og overflødig blink i et enkelt slag. Ytterligere etterbehandling avhenger av applikasjonen: kuleblåsing for kosmetiske overflater, CNC-bearbeiding for gjengede hull eller presise boringer, varmebehandling for strukturelle aluminiumslegeringer og overflatebelegg som anodisering, pulverlakkering eller forkromning.
Varmt kammer vs Kaldt kammer Die Casting
De to hovedmaskintypene passer til forskjellige legeringer. Å velge feil type for et gitt materiale vil enten ødelegge maskinen eller produsere deler av dårlig kvalitet.
| Funksjon | Hot Chamber | Cold Chamber |
|---|---|---|
| Plassering av injeksjonssystemet | Nedsenket i smeltet metall | Separeres fra ovnen |
| Kompatible legeringer | Sink, magnesium, bly, tinn | Aluminium, messing, magnesium (høytemperatur) |
| Syklushastighet | Raskere (opptil 18 skudd/min for sink) | Langsommere (manuell øsing legger til tid) |
| Maksimalt injeksjonstrykk | ~2500 psi | Opp til 25 000 psi |
| Delestørrelsesområde | Liten til middels | Liten til veldig stor |
| Porøsitetstendens | Lavere | Moderat (administrert av prosesskontroll) |
Varmekammermaskiner kan ikke brukes med aluminium fordi aluminium løser opp jern ved typiske støpetemperaturer, og angriper raskt stålsvanehalsen og stempelet i det neddykkede injeksjonssystemet. Kaldkammermaskiner er det riktige valget for støping av aluminium - metallet smeltes i en separat holdeovn og kommer bare inn i skuddhylsen rett før injeksjon, noe som begrenser eksponeringstiden.
Materialer som brukes i støping
Valget av legering styrer nesten alle andre beslutninger i prosessen - maskintype, formmateriale, syklustid og endelige delegenskaper. Dette er de fire familiene som oftest sees i kommersielle støpeoperasjoner.
Aluminiumslegeringer
Aluminium står for omtrentlig 80 % av all produksjon av trykkstøping etter vekt i Nord-Amerika. De mest brukte legeringene er A380, A383 og A360. A380 tilbyr en utmerket balanse mellom støpeevne, styrke (endelig strekkstyrke rundt 47 000 psi) og korrosjonsmotstand, noe som gjør den til standardvalget for bil- og forbrukerelektronikkhus. Aluminiums lave tetthet - omtrent en tredjedel av stål - er en viktig drivkraft for etterspørselen ettersom bilprodusenter søker etter lettvektskomponenter for å oppfylle målene for drivstofføkonomi og EV-rekkevidde. Ulempen er en høyere støpetemperatur (rundt 1200°F / 650°C), som forkorter matrisens levetid sammenlignet med sink.
Sinklegeringer
Sinklegeringer (Zamak 3, Zamak 5, ZA-8) støpes ved mye lavere temperaturer (rundt 780°F / 415°C), noe som gir verktøyet en dramatisk lengre levetid - ofte over en million skudd mot 100 000–400 000 for aluminiumsdyser. Sinkdeler kan støpes med ekstremt tynne vegger (ned til 0,4 mm) og svært fine overflatedetaljer, som er grunnen til at de brukes til dekorative beslag, låsekropper og små presisjonsmekaniske komponenter. Sink er tettere enn aluminium, men dets lavere prosesseringskostnader og lengre verktøylevetid gjør det ofte mer økonomisk for smådeler med store volum.
Magnesiumlegeringer
Magnesium er det letteste strukturelle metallet som vanligvis er støpt, omtrent 33 % lettere enn aluminium i volum. Legeringer som AZ91D og AM60B brukes i bilinteriørstrukturer, bærbare chassis og elektroverktøykarosserier der vekten er den primære driveren. Magnesium kan behandles i enten varme- eller kaldekammermaskiner avhengig av den spesifikke legeringen og nødvendig delstørrelse. En viktig produksjonshensyn: magnesium er brannfarlig i finfordelt form, så skrap og flis krever forsiktig håndtering og dedikerte brannslokkingssystemer i anlegget.
Kobberbaserte legeringer (messing og bronse)
Kobberlegeringer krever de høyeste støpetemperaturene - ofte over 1650 ° F (900 ° C) - noe som forkorter dysens levetid betydelig og øker energikostnadene. Messing- og bronsestøpte gir imidlertid utmerket korrosjonsmotstand, god elektrisk ledningsevne og et førsteklasses utseende som gjør dem verdifulle i rørleggerarmaturer, elektriske koblinger og arkitektonisk maskinvare. Kobberlegeringsstøping representerer en liten, men vedvarende andel av den totale produksjonen fordi ingen andre materialer matcher kombinasjonen av egenskaper til en sammenlignbar kostnad for deler med middels volum.
Die design og verktøy
Dysen er det mest kapitalkrevende elementet i formstøpeprosessen, og dens design bestemmer direkte delens kvalitet, syklustid og produksjonsøkonomi. En dårlig utformet dyse vil forårsake problemer ingen mengde maskinjustering kan fikse helt.
Die materialer
Pressstøpeverktøy er nesten universelt laget av H13 varmebearbeidingsstål, herdet til omtrent 44–48 HRC. H13 ble valgt fordi den motstår termisk tretthet - den gjentatte oppvarmingen og bråkjølingen som ville knekke mindre stål i løpet av tusenvis av sykluser. Førsteklasses H13-kvaliteter med strammere kjemikontroller og vakuumbueomsmelting (VAR) kan forlenge levetiden betraktelig. For svært høyvolumsproduksjon av aluminium bruker noen operasjoner modifisert stål som DIN 1.2367 eller proprietære kvaliteter utviklet av verktøyleverandører.
Gating og Runner System Design
Der metall kommer inn i hulrommet – portplasseringen – kontrollerer fyllmønsteret, luftinnfanging og krymping. Simuleringsprogramvare (Magmasoft, ProCAST, Flow-3D) er nå standardpraksis for dysedesign, som lar ingeniører modellere metallflyt, forutsi kalde stengninger, identifisere hvor porøsitet sannsynligvis vil dannes, og optimere plassering av port- og overløpsbrønn før de skjærer et enkelt stykke stål. Å investere i simulering før fabrikasjon av verktøy sparer vanligvis mye mer enn kostnadene ved å fange opp problemer som ellers ville kreve kostbare modifikasjoner av formen.
Utkastvinkler og skillelinjer
Hver vertikal vegg i en formstøping må ha en trekkvinkel - en liten avsmalning - for å la delen løsne fra formen uten å dra eller feste seg. Typiske trekkvinkler er 1° til 3° for utvendige overflater og 2° til 5° for indre kjerner. Vegger uten trekk er teoretisk mulig med spesielle belegg eller geometritriks, men legger til kostnader og risiko. Skillelinjen er der de to formhalvdelene møtes; å plassere den riktig minimerer blits, forenkler verktøykonstruksjonen og gjør kosmetiske overflater lettere å kontrollere.
Design av kjølesystem
Innvendige kjølekanaler boret gjennom formstålet fører temperaturkontrollert vann. Deres plassering i forhold til tykke deler av delen, hvor varmen er konsentrert, bestemmer hvor jevnt støpingen størkner og hvor raskt syklusen kan gå. Konform kjøling – kanaler som følger konturene til dysehulrommet i stedet for å bli rettboret – produseres i økende grad gjennom additive produksjonsinnsatser, noe som tillater mer aggressiv varmeutvinning i kritiske soner og syklustidsreduksjoner på 15–25 % i enkelte applikasjoner.
Nøkkelprosessparametere og hvordan de kontrolleres
Pressestøping er ikke en sett-og-glem-operasjon. En stabil prosess av høy kvalitet krever aktiv overvåking og kontroll av en rekke gjensidig avhengige variabler.
- Metalltemperatur: For varmt øker krympeporøsiteten og formerosjon; for kjølig forårsaker feilkjøringer og kalde stenginger. Aluminium helles vanligvis ved 1250°F–1350°F (677°C–732°C) avhengig av delens geometri og veggtykkelse.
- Injeksjonshastighet: Førstefase (langsom) hastighet fyller løperen; andrefase (rask) hastighet fyller hulrommet. Porthastighet - hastigheten som metall passerer gjennom porten inn i delen - er vanligvis målrettet mellom 100 og 180 fot/s for aluminium.
- Intensifiseringstrykk: Påført umiddelbart etter hulromsfylling, pakker dette trykket det størknende metallet for å redusere krympingshull. Typiske intensiveringstrykk for aluminium er 8 000–15 000 psi.
- Dysetemperatur: Dysen må nå og opprettholde en termisk likevekt – typisk 300 °F–500 °F (150 °C–260 °C) for aluminium – før produksjonsdeler kjøres. En kald matris forårsaker overflatedefekter; en overopphetet dyse forlenger syklustiden og akselererer termisk tretthet.
- Vakuumhjelp: Noen formstøpeoppsett bruker vakuumledninger koblet til dysehulrommet for å evakuere luft før injeksjon. Å fjerne luft reduserer gassporøsiteten og tillater høyere injeksjonshastigheter uten å fange gass i delen - spesielt verdifullt for strukturelle komponenter som skal varmebehandles eller sveises.
Moderne støpemaskiner registrerer hvert skudds prosessdata – stempelposisjon, hastighet, trykkkurver – i sanntid. Statistiske prosesskontrolldiagrammer flagger når parametere driver utenfor fastsatte grenser, slik at prosessingeniører kan korrigere problemer før skraphastigheten stiger.
Vanlige feil ved støping og deres årsaker
Å forstå defektmekanismer er sentralt for feilsøking av prosessen. De fleste defekter spores tilbake til et relativt lite sett av grunnleggende årsaker.
Porøsitet
Den mest utbredte støpedefekten. Det eksisterer to typer: gassporøsitet, forårsaket av luft eller oppløst hydrogen fanget under fylling, og krympeporøsitet, forårsaket av utilstrekkelig metall til å mate sammentrekkende seksjoner når de størkner. Gassporøsitet viser seg vanligvis som avrundede hulrom nær overflaten eller ved områdene som sist skal fylles. Krympeporøsitet fremstår som uregelmessige, taggete hulrom i tykke tverrsnitt. Rettsmidler inkluderer vakuumassistanse, optimert portdesign, justert intensiveringstrykk og reduksjon av veggtykkelse gjennom redesign av deler.
Kaldestenger og feilkjøringer
En kald stengning vises som en synlig linje på støpeoverflaten der to metallstrømningsfronter møttes, men ikke smeltet ordentlig sammen fordi de hadde avkjølt seg for mye før sammenføyningen. En feilkjøring er en ufullstendig fylling - en del av hulrommet som rett og slett ikke mottok nok metall før det størknet. Begge er forårsaket av utilstrekkelig metalltemperatur, for lav injeksjonshastighet, utilstrekkelig metallvolum eller overdreven dysekjøling. Økende metalltemperatur, injeksjonshastighet eller skuddvekt løser vanligvis disse defektene.
Lodding og dyseerosjon
Lodding skjer når aluminiumslegering fester seg til dysestålet, trekker materiale fra deloverflaten ved utstøting og til slutt bygger opp avleiringer på dysen. Det er drevet av kjemisk reaksjon mellom smeltet aluminium og jern i formstålet, akselerert av høy metalltemperatur og høy porthastighet som påvirker den samme formoverflaten gjentatte ganger. Beskyttende belegg (nitrering, PVD-belegg som TiAlN), dysetemperaturkontroll og optimalisert smøring reduserer loddefrekvensen. Alvorlige tilfeller krever matrispolering eller sveisereparasjon.
Flash
Flash er en tynn metallfinne som ekstruderer mellom formhalvdelene eller rundt ejektorstifter. Det skyldes utilstrekkelig klemkraft, slitte eller skadede skillelinjeoverflater eller for høyt injeksjonstrykk. Mindre blink fjernes i trimpressen; vedvarende blink indikerer et maskin-, matris- eller prosessparameterproblem som må korrigeres før det forverres.
Variasjoner og avanserte støpemetoder
I tillegg til konvensjonell høytrykksstøping, er det flere prosessvarianter som adresserer spesifikke delkrav eller kvalitetsmål som standardstøping ikke kan oppfylle.
Vakuumstøping
Vakuumpressestøping evakuerer luft fra dysehulrommet rett før injeksjon gjennom dedikerte vakuumventiler. Restlufttrykk i hulrommet reduseres til under 50 mbar i avanserte systemer. Resultatet er dramatisk lavere gassporøsitet, noe som gjør at støpegods kan varmebehandles (T5 eller T6) og sveises – egenskaper som standard trykkstøping ikke kan oppnå pålitelig. Strukturelle bildeler som sjokktårn, B-stolper og batterikapslinger blir i økende grad laget på denne måten.
Semi-Solid Die Casting (Thixocasting og Rheocasting)
Ved halvfast prosessering injiseres metallet ved en temperatur mellom dets liquidus og solidus - i en delvis størknet, slurry-lignende tilstand. Fordi metallet er mer viskøst og fyller formen på en mindre turbulent, mer laminær måte, reduseres gassoppfangningen betydelig. Deler produsert ved rheocasting eller thixocasting kan nærme seg porøsitetsnivåene til smidde deler i noen geometrier. Prosessen er mer kompleks og kostbar i drift enn konvensjonell trykkstøping, så den er reservert for komponenter av høy verdi innen romfart, motorsport og førsteklasses bilapplikasjoner.
Squeeze Casting
Klemstøping bruker mye lavere injeksjonshastigheter, men veldig høyt trykk (ofte 10 000–30 000 psi) påført og holdt under hele størkningen. Det høye vedvarende trykket undertrykker porøsiteten og forfiner mikrostrukturen, og produserer støpegods med mekaniske egenskaper som nærmer seg smiing. Aluminiumsfelger for høyytelseskjøretøyer er en vanlig applikasjon for squeeze casting. Syklustidene er lengre enn konvensjonell formstøping, og prosessen krever mer nøye formdesign for trykkfordeling.
Mega-casting (Gigacasting)
En nylig utvikling som hovedsakelig er drevet av elbilindustrien, og mega-støping bruker maskiner på 6000 tonn eller større for å produsere enkelt konstruksjonsstøpegods av aluminium som erstatter sammenstillinger av dusinvis av stemplede og sveisede ståldeler. Tesla populariserte denne tilnærmingen med sin bakre undervognsstøping, som konsoliderer omtrent 70 individuelle deler i et enkelt skudd. Flere andre bilprodusenter setter nå i drift eller driver lignende støpeceller i stort format. Den økonomiske saken hviler på redusert antall verktøy, enklere monteringslinjer og lavere sammenføyningskostnader, selv om det krever svært store maskininvesteringer på forhånd.
Trykkstøping vs. andre metallstøpeprosesser
Pressstøping er ikke den eneste måten å støpe metalldeler på, og det er ikke alltid den rette. Å forstå hvor det passer i forhold til alternativer hjelper med å velge riktig prosess for et gitt prosjekt.
| Prosess | Verktøykostnad | Kostnad per del (høyt volum) | Dimensjonsnøyaktighet | Best for |
|---|---|---|---|---|
| Høytrykkspressestøping | Høy ($20K–$200K) | Veldig lavt | Utmerket | Ikke-jernholdige deler med høyt volum |
| Permanent formstøping | Moderat | Lavt | Bra | Middels volum, tykkere vegger |
| Investering støping | Moderat | Høy | Veldig høy | Kompleks geometri, jernlegeringer, romfart |
| Sandstøping | Lavt | Moderat to high | Dårlig til rettferdig | Lavt volume, large parts, iron/steel |
Avgjørelsen kommer vanligvis ned til volum. Støpeverktøy for en aluminiumsdel koster vanligvis mellom $30 000 og $150 000 avhengig av kompleksitet. Denne investeringen er fornuftig på 50 000 eller flere deler per år, men er vanskelig å rettferdiggjøre for noen få hundre enheter. For lavvolumproduksjon er sandstøping eller investeringsstøping mer økonomisk selv om kostnaden per del er høyere. For jernholdige legeringer (stål, jern) brukes vanligvis ikke pressstøping i det hele tatt - investeringsstøping, sandstøping eller smiing er de riktige valgene.
Bransjer og bruksområder der støping dominerer
Pressstøpings kombinasjon av hastighet, presisjon og nettform-evne har gjort det til standard produksjonsprosess for et bredt spekter av produktkategorier på tvers av flere bransjer.
- Bil: Motorblokker (i noen konfigurasjoner), girhus, oljepumpehus, brakettenheter, dørhåndtak, speilhus, hjul (klemmestøpt) og stadig større strukturelle komponenter i kropp-i-hvitt. Automotive er det største enkeltmarkedet for støping, og står for over 50 % av den nordamerikanske produksjonen målt i verdi.
- Forbrukerelektronikk: Bærbar PC- og nettbrettchassis, interne rammer for smarttelefoner, kamerahus og kjøleribbestrukturer drar nytte av aluminiums kombinasjon av letthet, termisk ledningsevne og strukturell stivhet.
- Industrielt utstyr: Girkassehus, pumpehus, motorhus og ventilhus produseres i store volumer med jevn veggtykkelse og trykktett integritet.
- Telekommunikasjonsinfrastruktur: 5G-basestasjonskabinetter og varmestyringskomponenter bruker pressestøping i aluminium for sin kombinasjon av EMI-skjerming, termisk ytelse og dimensjonsstabilitet.
- VVS og VVS: Pressstøpte armaturer, ventiler og manifoldblokker av messing og aluminium installeres i millioner hvert år i bolig- og næringsbygg.
- Elektroverktøy og apparater: Motorhus, girkasser og strukturelle rammer for elektroverktøy, plenutstyr og husholdningsapparater er avhengige av støping for stramme toleranser og god overflatefinish ved høye produksjonshastigheter.
Hva du kan forvente når det gjelder toleranser, overflatefinish og ledetid
Kjøpere og ingeniører som spesifiserer støpte deler trenger realistiske forventninger til hva prosessen kan og ikke kan levere uten sekundære operasjoner.
Dimensjonstoleranser
Pressstøping oppnår strammere toleranser enn sandstøping eller permanent formstøping, men det er ikke en presisjonsbearbeidingsprosess. Støpt toleranser på ±0,003 til ±0,005 tommer per tomme er typiske for aluminium. Egenskaper som krever tettere kontroll - lagerboringer, gjengede hullposisjoner, samsvarende overflater - trenger CNC-bearbeiding etter støping. North American Die Casting Association (NADCA) publiserer detaljerte toleransestandarder som er bransjereferansen for å spesifisere støpte deler.
Overflatefinish
Støpte overflater på støpt aluminium er typisk i området 63–125 Ra mikrotommer (1,6–3,2 Ra mikrometer), som er glatt nok for de fleste funksjonelle og kosmetiske formål uten ytterligere etterbehandling. Sinkstøpegods kan oppnå enda finere støpte overflater og ta galvanisering direkte, noe som gjør dem foretrukket for dekorativ maskinvare som vil være krom- eller nikkelbelagt.
Verktøy Ledetid og Del Ledetid
Verktøyfabrikasjon for en moderat kompleks aluminiumsstøpeform tar vanligvis 8 til 14 uker fra designgodkjenning til første skudd. Enkle verktøy kan fullføres raskere; store, multi-hulrom eller komplekse dies kan ta 16–20 uker. Når verktøyet er påvist og i produksjon, avhenger ledetidene for deler av kjøringsmengder og planlegging, men er vanligvis 3–6 uker for standardbestillinger. Høyvolumsdedikerte linjer kan sende deler med kortere varsel når produksjonsplanen er etablert.