Kan 6061 aluminium støpes? Det direkte svaret
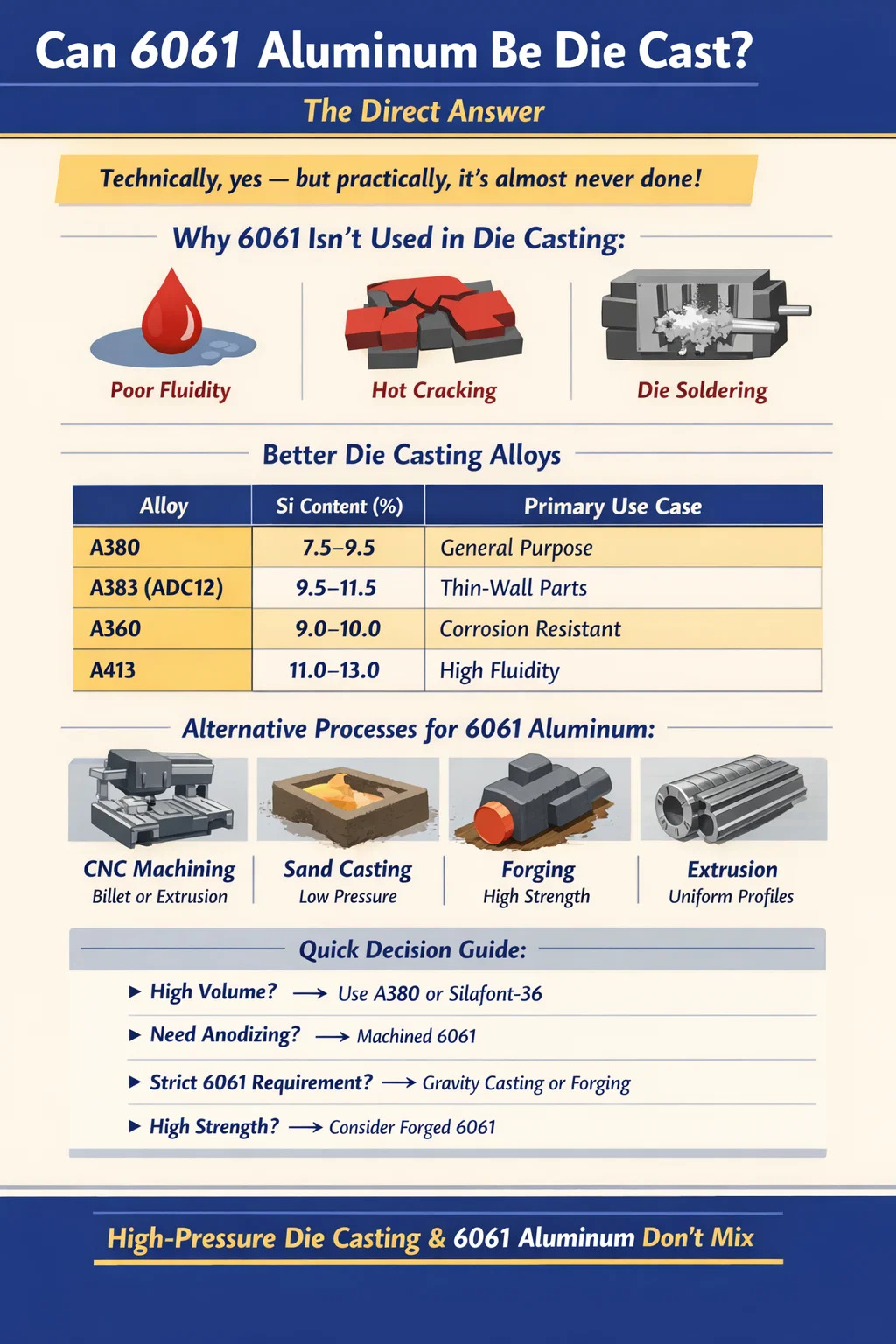
Teknisk sett, ja - men i praktisk produksjon, 6061 aluminium brukes nesten aldri i formstøping , og de fleste støpeanlegg vil fraråde det. Årsaken kommer ned til legeringskjemi. 6061 er en smi-aluminiumslegering, noe som betyr at den ble konstruert spesielt for prosesser som ekstrudering, valsing og smiing - ikke for injeksjon i ståldyser under høyt trykk. Magnesium- og silisiuminnholdet, selv om det er utmerket for strukturell ytelse etter varmebehandling, skaper alvorlige problemer i støpemiljøet: dårlig flyt, varmesprekkingstendenser og loddeproblemer som øker skraphastigheten og verktøykostnadene.
Aluminiumslegeringene som dominerer formstøping industrien er spesialdesignet for prosessen. A380, A383, A360 og ADC12 står for det overveldende flertallet av aluminiumspressstøpte over hele verden, nettopp fordi deres silisiuminnhold – typisk mellom 8 % og 12 % – gir dem smelteflyten, termisk oppførsel og størkningsegenskapene som pressstøping krever. 6061 inneholder kun 0,4 %–0,8 % silisium , langt under terskelen som trengs for pålitelig, høyvolums støping.
Denne artikkelen forklarer hvorfor 6061 oppfører seg slik den gjør i formstøping, hvilke alternativer som finnes, og i hvilke scenarier å velge en annen legering – eller en helt annen prosess – vil gi bedre resultater til lavere kostnad.
Forstå 6061 Aluminium: Legeringssammensetning og dens implikasjoner
6061 aluminium er en legering i 6xxx-serien, noe som betyr at dens primære legeringselementer er magnesium (Mg) og silisium (Si). Standardsammensetningsområdet er som følger:
| Element | Komposisjonsområde (%) | Rolle i Legering |
|---|---|---|
| Silisium (Si) | 0,40 – 0,80 | Styrking via Mg₂Si-utfellinger |
| Magnesium (Mg) | 0,80 – 1,20 | Primært styrkende element |
| Kobber (Cu) | 0,15 – 0,40 | Ekstra styrke, reduserer korrosjonsbestandigheten litt |
| Krom (Cr) | 0,04 – 0,35 | Kornstrukturkontroll |
| Jern (Fe) | Maks 0,70 | Tilfeldig; kontrollert som urenhet |
| Aluminium (Al) | Saldo (~96–99) | Uedelt metall |
Kombinasjonen av Mg og Si danner magnesiumsilisid (Mg₂Si) utfellinger under varmebehandling (T4 eller T6 temperament), som er det som gir 6061-T6 dens velkjente strekkfasthet på ca. 310 MPa (45 000 psi) . Denne utfellingsherdingsresponsen er en av legeringens største fordeler - men det er en etterbehandlingsfordel, ikke en støpefordel.
I kontrast betyr det lave silisiuminnholdet at den smeltede legeringen har en høy viskositet og et smalt størkningsområde. Når den helles eller injiseres i en dyse, flyter den ikke lett inn i tynne vegger eller komplekse geometrier. Resultatet er ufullstendige fyllinger, kalde stengninger og porøsitet - defekter som er spesielt problematiske for strukturelle eller trykktette støpte deler.
Hvorfor 6061 yter dårlig i støpeprosessen
Pressestøping er en høytrykks- og høyhastighetsprosess. Smeltet aluminium injiseres i en ståldyse ved trykk som vanligvis varierer fra 10 000 til 30 000 psi (69 til 207 MPa) , ved fyllingstider målt i millisekunder. Legeringen må flyte øyeblikkelig gjennom løpere og porter, fylle tynne seksjoner helt og stivne forutsigbart. 6061 oppretter flere feilpunkter i dette miljøet.
Dårlig smeltevæske
Fluiditeten i støpelegeringer av aluminium er i stor grad styrt av silisiuminnholdet. Silisium senker smeltepunktet, utvider væske-fast-temperaturvinduet og reduserer overflatespenningen i smelten. Trykkstøpelegeringer som A380 inneholder omtrent 8,5 % silisium. 6061 inneholder mindre enn 1 %. I fluiditetstester (f.eks. spiralfluiditetstester) fyller A380 konsekvent to til tre ganger lengden som en 6061-smelte vil under de samme forholdene. Tynnveggede seksjoner under 2 mm blir praktisk talt umulige å fylle pålitelig med 6061.
Varm sprekker under størkning
6061 har et bredt størkningsområde - gapet mellom liquidus (~652°C) og solidus (~582°C) er omtrent 70°C. I løpet av denne halvfaste fasen er legeringen sårbar for varm riving: det delvis størknede skjelettet trekker seg sammen, men flytende metall kan ikke strømme raskt nok gjennom de gjenværende kanalene til å kompensere. Resultatet er interne sprekker. Trykkstøpelegeringer med høyt silisium har smalere størkningsområder , som betyr at metallet går over fra flytende til fast stoff raskere og jevnere, noe som dramatisk reduserer risikoen for varm sprekkdannelse.
Lodding og verktøyskader
Dyselodding skjer når aluminium binder seg til overflaten av ståldysen. Jerninnholdet i dysen reagerer med aluminium i smelten for å danne jern-aluminium intermetalliske forbindelser (Fe-Al IMCs) på dysens overflate. Silisium fungerer som en buffer - det reagerer fortrinnsvis med jern for å danne Fe-Si-faser som er mindre vedheftende og lettere å frigjøre. Fordi 6061 har lite silisium, er den langt mer utsatt for lodding på dyseflaten. Dette øker utstøtningskreftene, forårsaker overflatedefekter på støpingen og akselererer erosjon. Levetiden for 6061 i støpeforsøk har blitt rapportert å være vesentlig kortere sammenlignet med standard trykkstøpelegeringer.
Komplikasjoner ved varmebehandling
En av hovedattraksjonene til 6061 er responsen på T6 varmebehandling, som øker strekkstyrken fra omtrent 125 MPa (18 000 psi) i glødet tilstand til rundt 310 MPa (45 000 psi). Imidlertid er pressstøpte deler - selv i kompatible legeringer - notorisk vanskelige å varmebehandle fordi den raske størkningen i formen fanger gassporøsitet. Når en porøs pressestøping er løsningsvarmebehandlet ved temperaturer rundt 530°C, utvider den fangede gassen seg og forårsaker blemmer på overflaten. 6061 støpegods vil møte det samme problemet, samtidig som de allerede har hatt problemer med flyt og sprekkdannelse under støping. Nettoresultatet er at den antatte styrkefordelen til 6061 uansett ikke kan realiseres pålitelig gjennom støping.
Hvilke aluminiumslegeringer som faktisk brukes i støping
Pressestøpeindustrien har slått seg ned på en kort liste over aluminiumslegeringer som konsekvent leverer pålitelige resultater av høy kvalitet. Det er viktig å forstå disse alternativene når man skal vurdere om man skal satse på pressstøping for en del som opprinnelig ble designet rundt 6061.
| Legering | Si-innhold (%) | UTS (MPa) | Primært bruk |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | Generelle formål; mest brukte trykkstøpelegering globalt |
| A383 (ADC12) | 9.5 – 11.5 | ~310 | Komplekse tynnveggede deler; bedre flyt enn A380 |
| A360 | 9,0 – 10,0 | ~317 | Trykktetthet, korrosjonsbestandighet |
| A413 | 11.0 – 13.0 | ~296 | Høyeste fluiditet; hydrauliske komponenter, intrikate støpegods |
| Silafont-36 (Al-Si-Mg) | 9.5 – 11.5 | Opptil ~350 (T5/T7) | Strukturelle automotive dø støpte; varmebehandles |
| 6061 | 0,40 – 0,80 | 310 (T6, smidd) | Ekstrudering, smiing, maskinering - ikke presstøping |
A380 alene står for et anslag 60 % eller mer av alle pressstøpte aluminium produsert i Nord-Amerika . Kombinasjonen av gode mekaniske egenskaper, utmerket støpeevne og rimelige kostnader gjør den til standard i bransjen. Når designere trenger varmebehandlet trykkstøpt aluminium med høyere styrke, henvender de seg i økende grad til legeringer som Silafont-36 eller Aural-2, som er konstruert fra grunnen av for å kombinere god støpeatferd med evnen til å reagere på aldersherding – noe 6061 ikke kan levere i formstøpt form.
Når ingeniører spesifiserer 6061 og hvorfor de bytter
I mange produktutviklingsscenarier spesifiserer ingeniører 6061 tidlig i et prosjekt fordi de er kjent med det, eller fordi prototyper ble maskinert fra 6061 billett. Når produksjonsvolumene øker og pressstøping blir attraktivt for kostnadsreduksjon, blir spørsmålet om å beholde 6061 et reelt beslutningspunkt. Det typiske resultatet er en overgang til en mer kompatibel støpelegering, men logikken er verdt å undersøke i detalj.
Krav til mekanisk eiendom
Ingeniører spesifiserer ofte 6061-T6 for sin strekkstyrke på omtrent 310 MPa og flytegrense på 276 MPa. Spørsmålet er om disse egenskapene faktisk kreves av søknaden, eller om de ble valgt konservativt basert på kjennskap. Pressstøpt A380 oppnår en UTS på rundt 317 MPa, svært nær 6061-T6, og en flytegrense på omtrent 159 MPa. For applikasjoner der flytegrense er den kritiske parameteren – for eksempel konstruksjonsbraketter eller bærende hus – kan A380 komme til kort, og ingeniøren har to alternativer: designe geometrien med ekstra veggtykkelse for å kompensere, eller bytte til en varmebehandlebar trykkstøpelegering som Silafont-36, som kan nå 240 MPa-behandling eller høyere flytestyrker/T75.
Korrosjonsbestandighet
6061 er kjent for god korrosjonsbestandighet, spesielt i marine og utendørs miljøer. A380 inneholder høyere kobberinnhold (opptil 3,5%), noe som reduserer korrosjonsmotstanden sammenlignet med 6061. Hvis en del trenger å motstå saltspray eller brukes i kystmiljø uten belegg, kan A380 kreve en overflatebehandling. A360 er en alternativ støpelegering med lavere kobber som gir bedre korrosjonsbestandighet, og den er ofte spesifisert når anodisering eller kromatkonvertering er en del av prosessen.
Anodisering og overflatebehandling
6061 anodiserer usedvanlig godt. Sammensetningen med lite jern og lavt kobber gir et klart, konsistent anodisk oksidlag. Trykkstøpelegeringer, spesielt de med høyt silisiuminnhold, anodiserer dårlig - silisiumpartiklene forblir uanodiserte og fremstår som mørkegrå eller svarte flekker i oksidlaget, noe som gjør dekorativ lysanodisering nesten umulig. Hvis delen krever klar eller farget anodisering av estetiske årsaker, er støping feil prosess uavhengig av legering. Sandstøping eller gravitasjons-permanent støping med 6061 eller lignende smidde legeringer, etterfulgt av T6-behandling, er den beste veien for anodiserte deler ved moderate volum.
Bearbeidbarhet
6061 er en fornøyelse å maskinere. Den produserer rene spon, holder stramme toleranser og godtar gjenging og banking. Støpelegeringer er generelt vanskeligere for skjærende verktøy på grunn av deres abrasive silisiuminnhold, selv om A380 fortsatt kan bearbeides i henhold til støpte standarder. Hvis det kreves betydelig etterbearbeiding etter støping – for eksempel presisjonsborehull, gjengede innsatser eller tette flathetstoleranser – må dette tas med i den totale prosesskostnadssammenlikningen mellom støping med A380 og alternative prosesser som bruker 6061.
Alternative produksjonsprosesser for 6061 aluminium
Siden 6061 ikke er godt egnet for støping, bør ingeniører som trenger 6061s materialegenskaper vurdere følgende produksjonsprosesser, hver med sine egne avveininger når det gjelder geometrikapasitet, overflatefinish, kostnad og volumskalerbarhet.
CNC-bearbeiding fra Billet eller ekstrudering
For lave til middels volum - typisk under 1000 deler per år - er maskinering av 6061 emne eller ekstruderingsmateriale ofte den mest kostnadseffektive tilnærmingen. 6061-maskiner med høye hastigheter med utmerket verktøylevetid. En kompetent CNC-butikk kan holde toleranser på ±0,025 mm (±0,001 tommer) rutinemessig. Begrensningen er materialavfall (kjøp-til-fly-forhold kan være høye for komplekse deler) og syklustid for intrikate geometrier. For høyvolumsproduksjon overstiger kostnadene per del for maskinering raskt kostnadene for støping.
Sandstøping og permanent formstøping
6061 kan sandstøpes eller gravitasjonsmates inn i permanente former. Disse prosessene involverer lavere injeksjonstrykk enn støping, noe som gir legeringen tid til å fylle formen. Sandstøping 6061 praktiseres i romfarts- og forsvarsindustrien , hvor materialsertifiseringskrav krever legeringssammensetning og varmebehandlingsrespons i stedet for å tillate substitusjon med en standard støpelegering. Flytegrense for T6-behandlet 6061-sandstøpegods faller typisk i området 220–260 MPa, noe under det smidde tallet, men tilstrekkelig for mange strukturelle bruksområder. Verktøykostnadene for sandstøping er lave (under $5 000 i mange tilfeller), noe som gjør det levedyktig ved volumer fra en enkelt prototype til flere tusen deler per år.
Smiing
6061 er en av de mest smidde aluminiumslegeringene. Smiing justerer kornstrukturen langs delens spenningslinjer, og produserer mekaniske egenskaper som overgår både støpte og maskinerte deler. Smidd 6061-T6 kan oppnå strekkstyrker på 330–350 MPa og flytegrenser på 295–310 MPa — meningsfullt høyere enn standard spesifikasjonen for smidde plater. Luftfartskonstruksjonskomponenter, sykkelkomponenter og bilopphengsdeler blir ofte smidd fra 6061. Ulempen er at smidyser er dyre (ofte $20 000–$80 000 per dysesett) og prosessen er best egnet for deler med relativt enkel geometri og ingen underskjæringer.
Ekstrudering
Ekstrudering er uten tvil 6061s opprinnelige prosess. Legeringen strømmer gjennom en dyse for å produsere lange, konstante tverrsnittsprofiler ved høy hastighet. Ekstruderingsdyser koster $500–$3000 for enkle profiler, noe som gjør denne prosessen tilgjengelig selv ved lave volum. Komplekse tverrsnitt med hule kammer er oppnåelige. Sekundære operasjoner som saging til lengde, stansing, boring og bøying gjør ekstrudert 6061 til ferdige strukturelle komponenter. Begrensningen er at tverrsnittet må være jevnt langs lengden - ekstrudering kan ikke produsere den tredimensjonale kompleksiteten som støping oppnår.
Thixocasting og Rheocasting (halvfast prosessering)
Behandling av halvfast metall (SSM) er et nisje, men relevant alternativ. Ved tiksostøping varmes en spesialtilberedt emne av 6061 med en tiksotrop mikrostruktur inn i det halvfaste området og injiseres i en dyse. Fordi materialet er delvis solid, flyter det mer forutsigbart, med mindre turbulens og mindre porøsitet enn konvensjonell trykkstøping. Forskningsstudier har vist det thixocast 6061-T6 kan oppnå strekkstyrker på 280–310 MPa , svært nær den smidde referansen. Begrensningen er kostnad: Billedfremstillingsprosessen (SIMA- eller MHD-metoder) øker kostnadene, og prosessvinduet er smalt, og krever tett temperaturkontroll. SSM-behandling av 6061 brukes i bil- og romfartskomponenter der mekanisk ytelse og kompleks geometri må eksistere side om side, men det er ikke en vanlig produksjonsprosess.
Høytrykkspressestøping vs lavtrykks- og gravitasjonsprosesser: Innvirkning på 6061-levedyktighet
Det er verdt å skille mellom de ulike støpeprosessfamiliene, fordi utfordringene med 6061 varierer betydelig avhengig av fylltrykk og hastighet.
- Høytrykkspressstøping (HPDC) : Injeksjonstrykk på 10 000–30 000 psi, fylletider på 10–100 ms. 6061 er helt uegnet. Kombinasjonen av lav fluiditet, følsomhet for varmesprekker og støpelodding gjør pålitelig produksjon umulig i kommersiell skala.
- Lavtrykksstøping (LPDC) : Trykk på 5–15 psi (0,03–0,1 MPa), mye lavere fyllhastighet. 6061 går bedre her. LPDC brukes til hjulproduksjon og noen strukturelle bilstøpegods. Den langsommere fyllingen reduserer turbulens og lar noen legeringer med lavere fluiditet yte akseptabelt. 6061 kan støpes med lavt trykk med riktig temperaturstyring, selv om det krever nøye prosesskontroll.
- Gravity permanent mold (GPM / kjølestøping) : Ikke påført trykk; metallet fylles av tyngdekraften. Dette er den mest tilgivende støpeprosessen for 6061 når det gjelder legeringskompatibilitet. GPM støpegods i 6061 kan pålitelig T6 varmebehandles og oppnå nyttige strukturelle egenskaper. Overflatefinish og dimensjonskonsistens er dårligere enn HPDC, men prosessen er langt mer tilgjengelig for denne legeringen.
- Vakuumassistert støping : En variant av HPDC hvor et vakuum trekkes på dysehulrommet før injeksjon for å redusere porøsiteten. Selv om vakuumassistanse forbedrer delens tetthet og muliggjør varmebehandling i standard trykkstøpelegeringer, løser den ikke de grunnleggende fluiditets- eller varmesprekkeproblemene knyttet til 6061 i en HPDC-sammenheng.
Den praktiske løsningen er at hvis støping spesifikt betyr HPDC - som det gjør i de fleste industrielle samtaler - så bør 6061 unngås. Hvis lavtrykks- eller gravitasjonsprosesser er innenfor rammen, blir 6061 et levedyktig alternativ, spesielt for strukturelle deler som krever T6 varmebehandling.
Kostnadssammenligning: Støping med A380 vs. alternative prosesser med 6061
Kostnader er en av de vanligste driverne bak spørsmålet om å støpe 6061 - vanligvis vil en designer ha materialegenskapene til 6061, men økonomien til støping per del. Den følgende sammenligningen bruker en representativ bygningsmessig boligdel med moderat kompleksitet som referanse.
| Prosess | Legering | Verktøykostnad (ca.) | Pris per del på 10k/år | Mulig varmebehandling? |
|---|---|---|---|---|
| HPDC | A380 | $30 000–$100 000 | $2–$8 | Begrenset (porøsitetsrisiko) |
| HPDC (strukturell) | Silafont-36 | $30 000–$100 000 | $3–$10 | Ja (vakuumassistert) |
| Gravity Perm. Mold | 6061 | $5000–$20.000 | $8–$20 | Ja (T6 oppnåelig) |
| Sandstøping | 6061 | $1000–$8000 | $15–$40 | Ja (T6 oppnåelig) |
| CNC maskinering | 6061 billet | $0–$5000 (feste) | $20–$80 | Ja (forbehandlet lager) |
Dataene viser at HPDC med A380 eller en strukturell trykkstøpelegering gir den laveste kostnaden per del ved høye volum, men det krever at man aksepterer et materiale som ikke er 6061. Hvis 6061 virkelig er nødvendig – for eksempel på grunn av spesifikasjoner for luftfartsmaterialer eller spesifikke krav til korrosjonssertifisering – så er tyngdekraftsstøping en økonomisk, økonomisk, maskinell kostnad. i bytte mot riktig legering.
Nye alternativer: Støpelegeringer i smi-sammensetning
Industrien har ikke ignorert etterspørselen etter støpt aluminium med egenskaper nærmere 6061. Flere legeringsutviklere og støperispesialister har introdusert legeringer designet for å bygge bro mellom standard støpelegeringer og smiseriesammensetninger. Disse er verdt å vite om for ingeniører som vurderer alternativene deres.
Castasil-37 (Al-Si-Mg, lavt jern)
Castasil-37 er utviklet av Rheinfelden Alloys og inneholder omtrent 9–11 % silisium med svært lavt jernnivå (under 0,15 %) og kontrollert magnesium. Det lave jerninnholdet reduserer loddetendensene dramatisk sammenlignet med standardlegeringer, og legeringen kan støpes for å produsere tynne, komplekse seksjoner. Den samsvarer ikke med den fulle varmebehandlingsresponsen til 6061, men dens støpte egenskaper er konkurransedyktige med mange applikasjoner som ellers ville vurdert 6061.
Aural-2 og Aural-5
Dette er primæraluminiumslegeringer utviklet spesielt for høyintegrerte strukturelle pressestøpte, spesielt i bilindustrien der krasjytelse krever både høy styrke og høy duktilitet. Aural-2 oppnår forlengelsesverdier på 10–15 % i T7-tilstanden , som kan sammenlignes med 6061-T6. Disse legeringene kan støpes ved hjelp av vakuumassistert HPDC og deretter varmebehandles uten betydelig blæredannelse, noe som representerer den nærmeste tilgjengelige tilnærmelse til 6061 egenskaper i en støpt form.
Hpdc-optimaliserte 6xxx-serielegeringer (forskningsstadiet)
Akademiske og industrielle forskningsgrupper har utviklet modifiserte legeringer i 6xxx-serien med forhøyede silisiumtilsetninger ment å forbedre støpeytelsen og samtidig beholde noe av den aldringsherdende responsen. Disse er ennå ikke kommersielt etablert i skala, men pilotproduksjonsresultater publisert i tidsskrifter som Journal of Materials Processing Technology tyder på at legeringer med 3–5 % Si og balansert Mg-tilsetning kan oppnå strekkstyrker på 280–300 MPa etter T5-behandling fra HPDC. Dette er fortsatt et aktivt utviklingsområde heller enn et ferdig produksjonsalternativ.
Praktisk beslutningsveiledning: Velge mellom 6061 og støpelegeringer
Følgende beslutningsrammeverk er ment å hjelpe ingeniører og produktdesignere raskt å identifisere den rette veien for deres spesifikke situasjon.
- Hvis ditt årlige volum overstiger 5000 deler og geometrikompleksiteten er høy, pressstøping med A380 eller en strukturell legering er nesten helt sikkert den riktige prosessen – revurder om 6061-egenskapene er genuint nødvendige eller bare er kjente.
- Hvis dekorativ anodisering er nødvendig for den ferdige delen, er støping helt feil prosess. Bruk ekstrudering eller maskinert 6061 med passende overflatebehandling.
- Hvis det kreves flytegrense over 200 MPa fra den støpte delen, evaluer vakuumassistert HPDC med Silafont-36 eller Aural-2 før du tyr til en gravitasjonsstøpeprosess med 6061.
- Hvis legeringsspesifikasjonen er fastsatt av en kunde, tilsynsorgan eller luftfartsstandard som siterer 6061, skal den ikke erstattes. Bruk gravitasjonsstøping, sandstøping eller smiing.
- Hvis volumet er under 1000 deler per år og geometrien tillater det, vil CNC-maskinering fra 6061-T6-lager gi de beste mekaniske egenskapene med den laveste verktøyinvesteringen.
- Hvis vektbesparelser og strukturell effektivitet er hoveddriverne, vurder om smidd 6061 er forsvarlig - smiing kan redusere delvekten med 15–30 % sammenlignet med en tilsvarende støpt del fordi det overlegne styrke-til-vekt-forholdet tillater tynnere seksjoner.
Ingen enkelt svar passer til hvert produkt. Men den konsekvente bransjekonsensusen er klar: ikke forsøk høytrykksstøping med 6061 aluminium hvis pålitelige resultater av produksjonskvalitet er målet. Det metallurgiske misforholdet mellom 6061s sammensetning og kravene til støpeprosessen er ikke en teknisk utfordring som må overvinnes gjennom prosessoptimalisering – det er et grunnleggende materialvalgsproblem som best løses ved å velge riktig legering for riktig prosess fra starten.